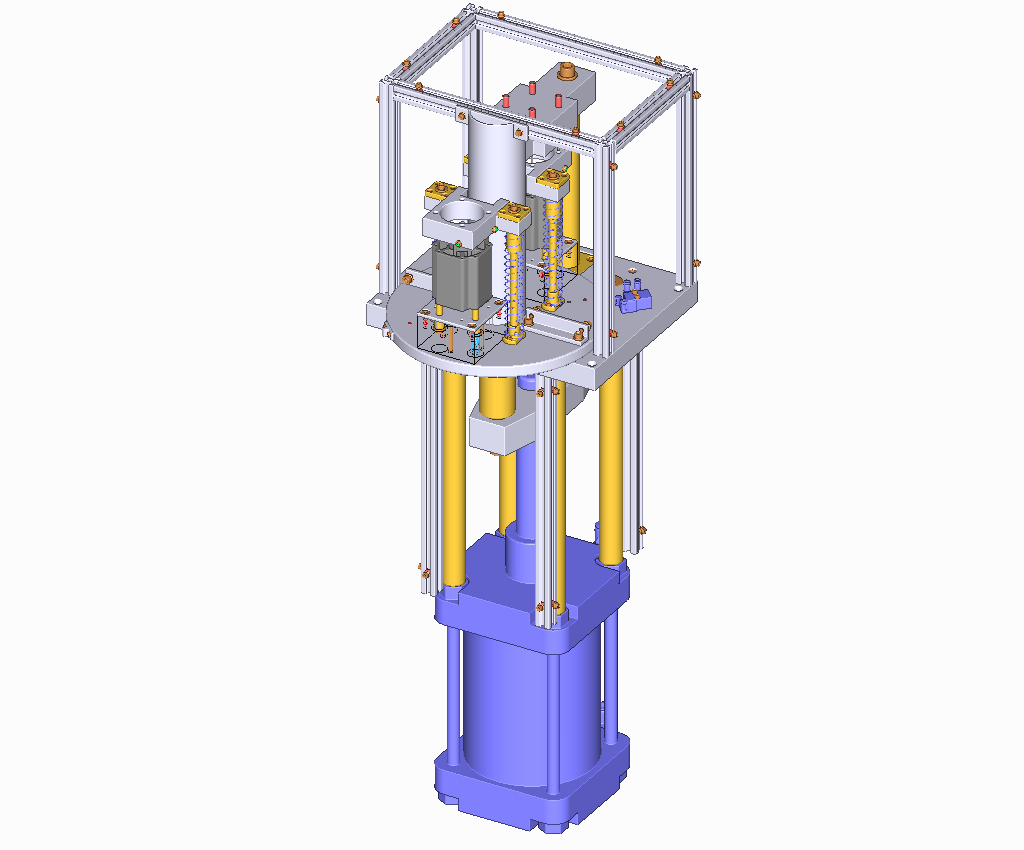
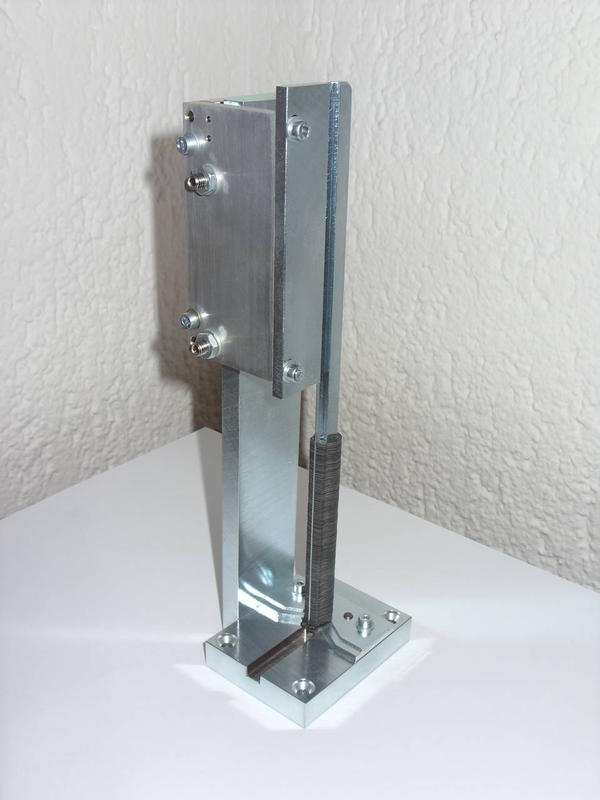
Mechanischer Spender für Sicherungsringe DIN 471 und DIN 472 (Seegerringe)
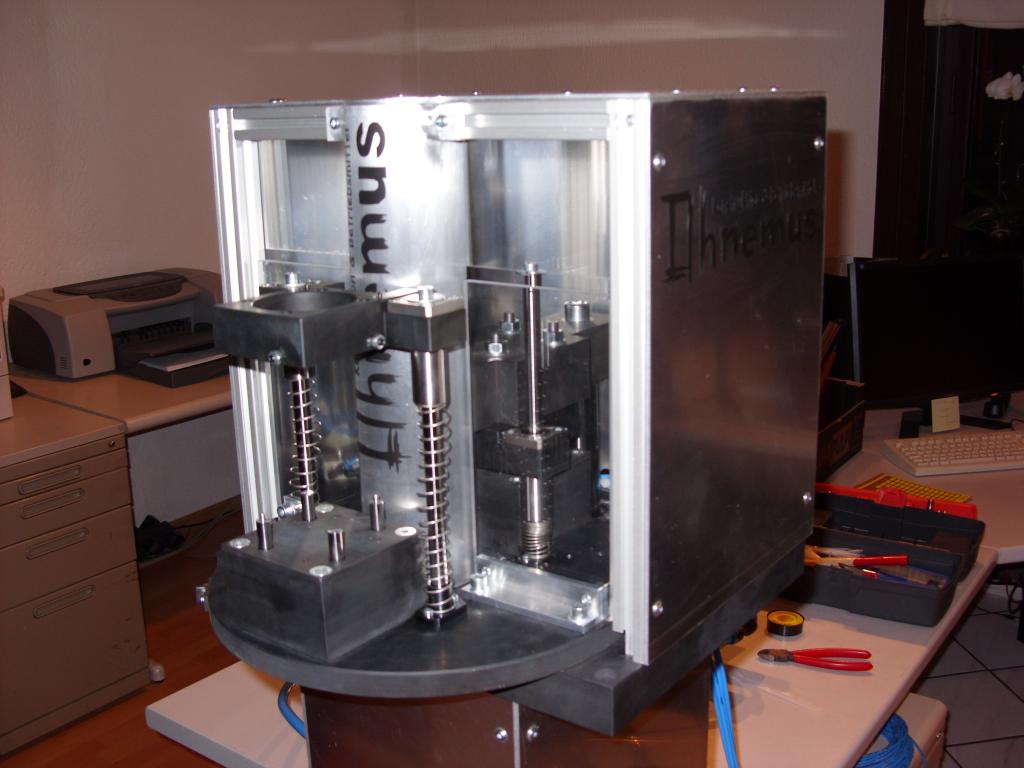
Zur händischen Entnahme mit einer Sicherungsringzange
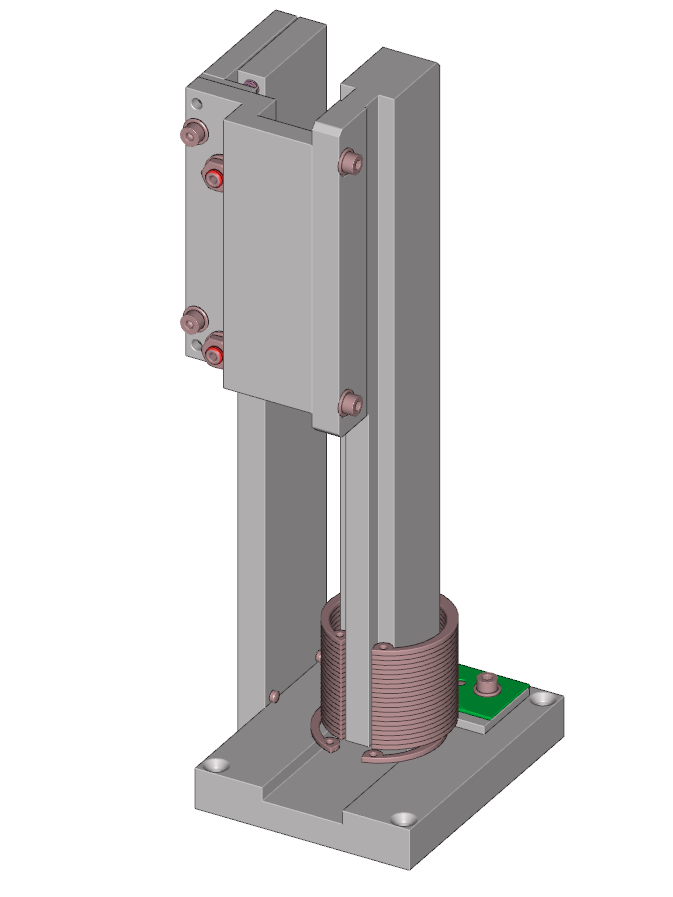
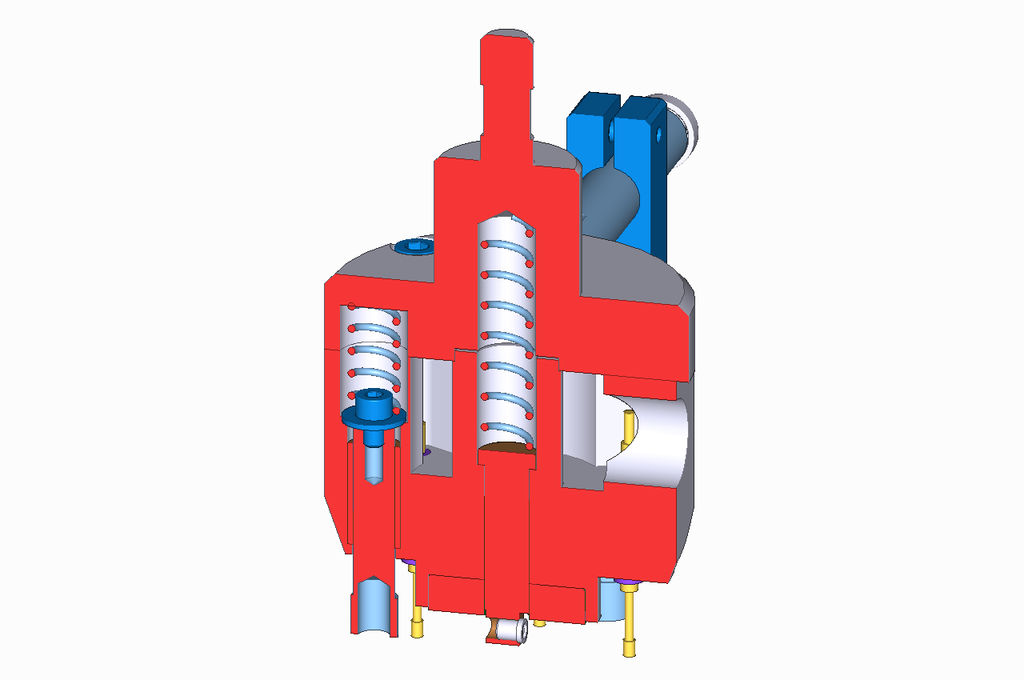
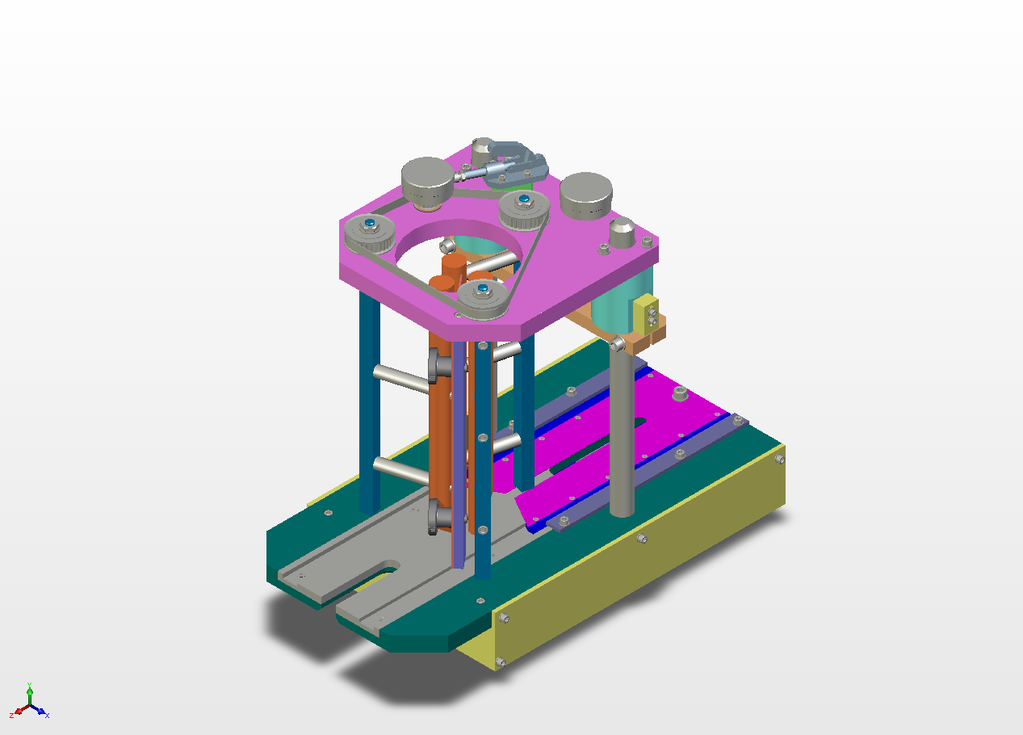
 Federmechanik, das Entnehmen eines Ringes bringt den folgenden automatisch in Abholstellung
Federmechanik, das Entnehmen eines Ringes bringt den folgenden automatisch in Abholstellung- Entnehmen mit handelsüblicher Sicherungsringzange, also mit der, mit der der Ring dann auch montiert wird
- ohne Steuerung, Stromversorgung …
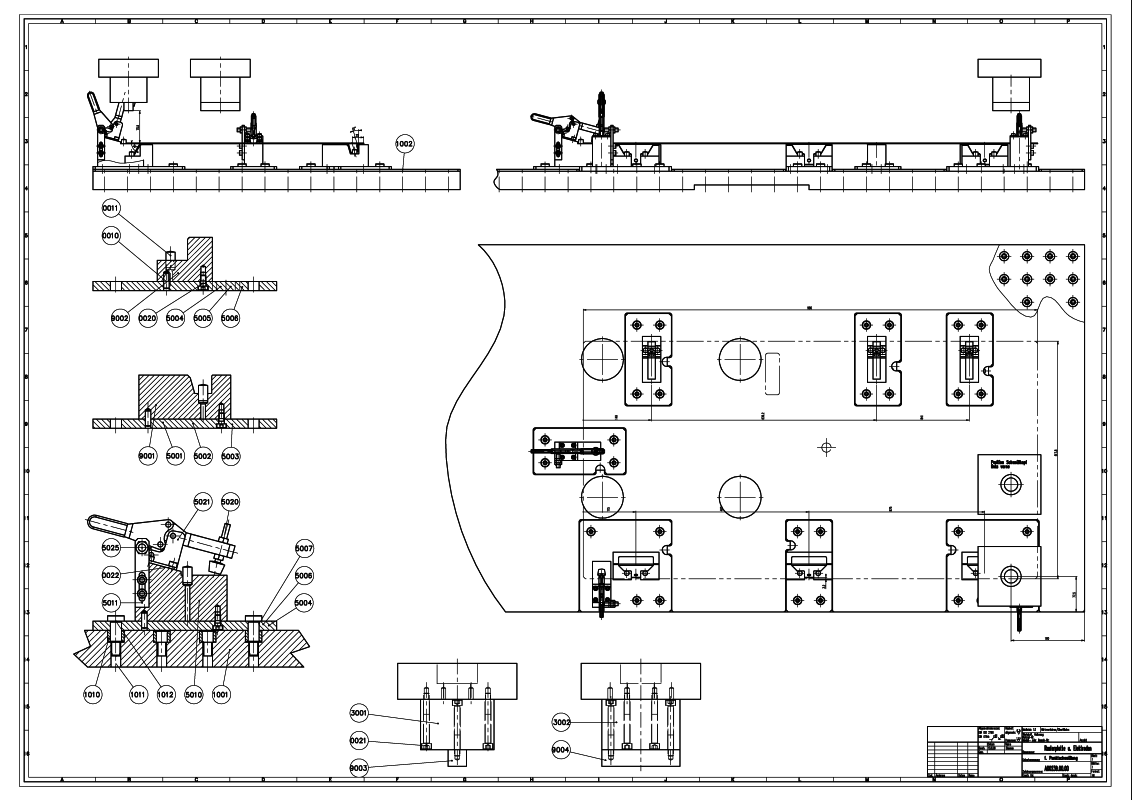
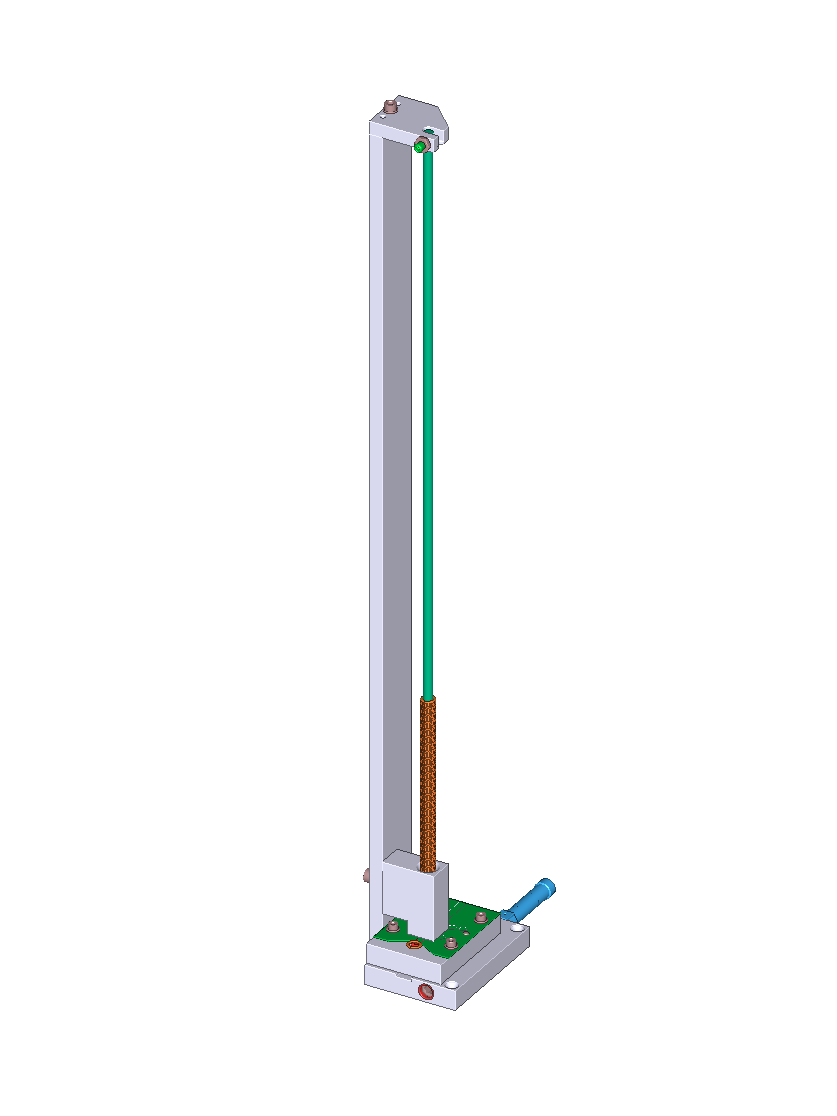
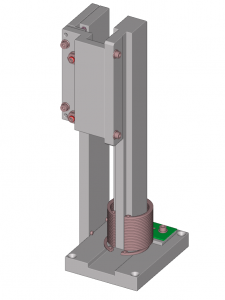
- Die Grundmechanik wird am Arbeitsplatz befestigt, die Anpassung an verschiedene Ringgrößen erfolgt durch Wechselmagazine
- Wechselmagazin für ca. 200 Ringe DIN 471 (Welle) oder DIN 472 (Bohrung), mögliche Durchmesser von ø5 bis ø60. Größere Durchmesser mit geänderter Grundmechanik oder spezielle Ringe auf Anfrage
- Durch die Anordnung der Einstellschrauben am Wechselmagazin werden diese beim Tausch des Magazins mit gewechselt. Die Mechanik muss anschließend nicht neu justiert werden
- alle Teile verzinkt