 Ein Hersteller von Wärmedämmungen fertigt neben Serienrodukten auch Sonderanfertigungen. Während er bei Serienprodukten auf in Form geschäumte Styroporteile zurückgreifen kann müssen diese für Sonderanfertigungen „aus dem Vollen“ gefräst werden.
Ein Hersteller von Wärmedämmungen fertigt neben Serienrodukten auch Sonderanfertigungen. Während er bei Serienprodukten auf in Form geschäumte Styroporteile zurückgreifen kann müssen diese für Sonderanfertigungen „aus dem Vollen“ gefräst werden.
Erforderlich sind Schlitze in verschiedenen Breiten und frei einstellbarem Abstand unter einem Winkel von 45°- 90° in zwei Richtungen sowie einige Sonderkonturen, auch quer zu den Nuten.
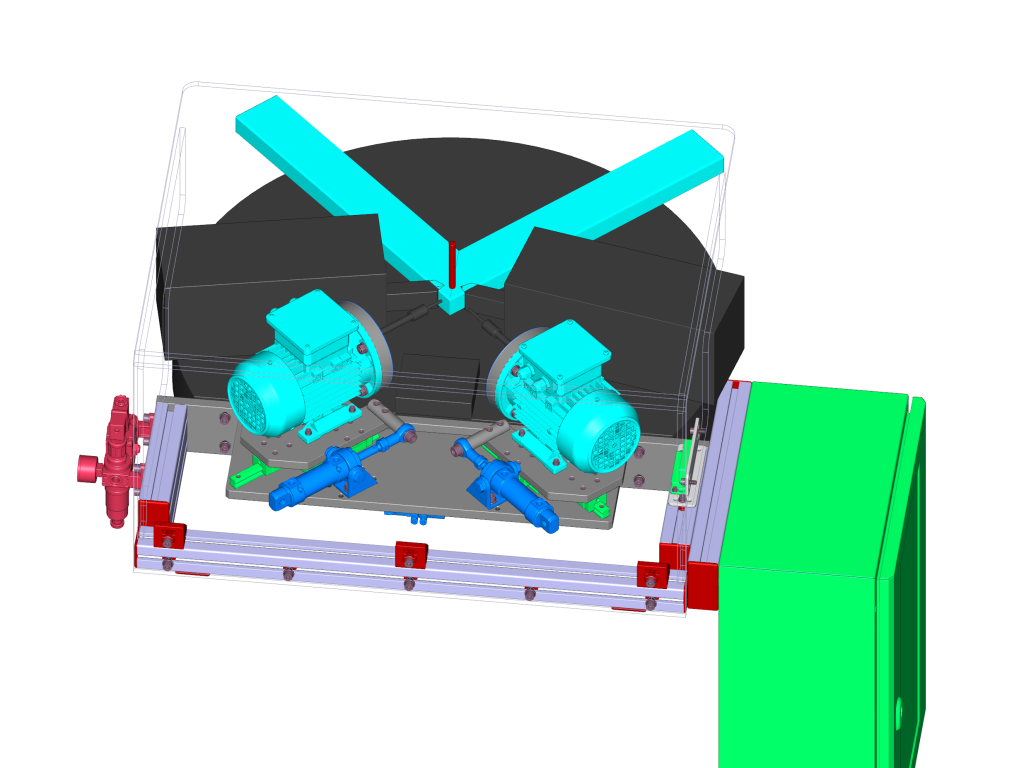
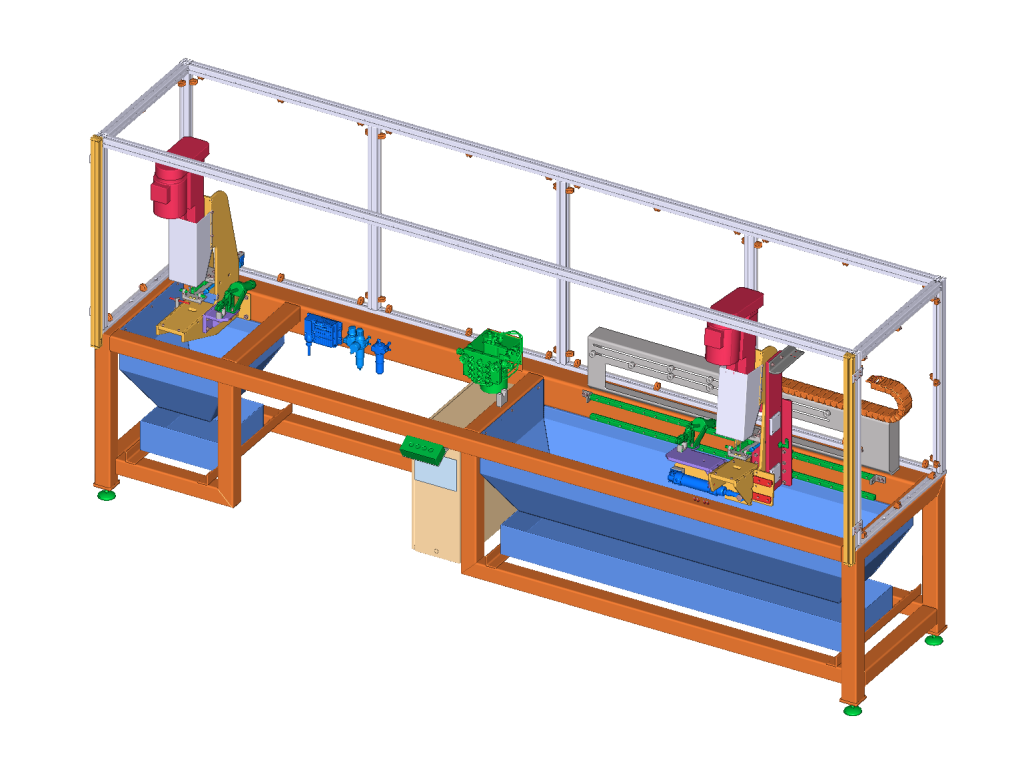
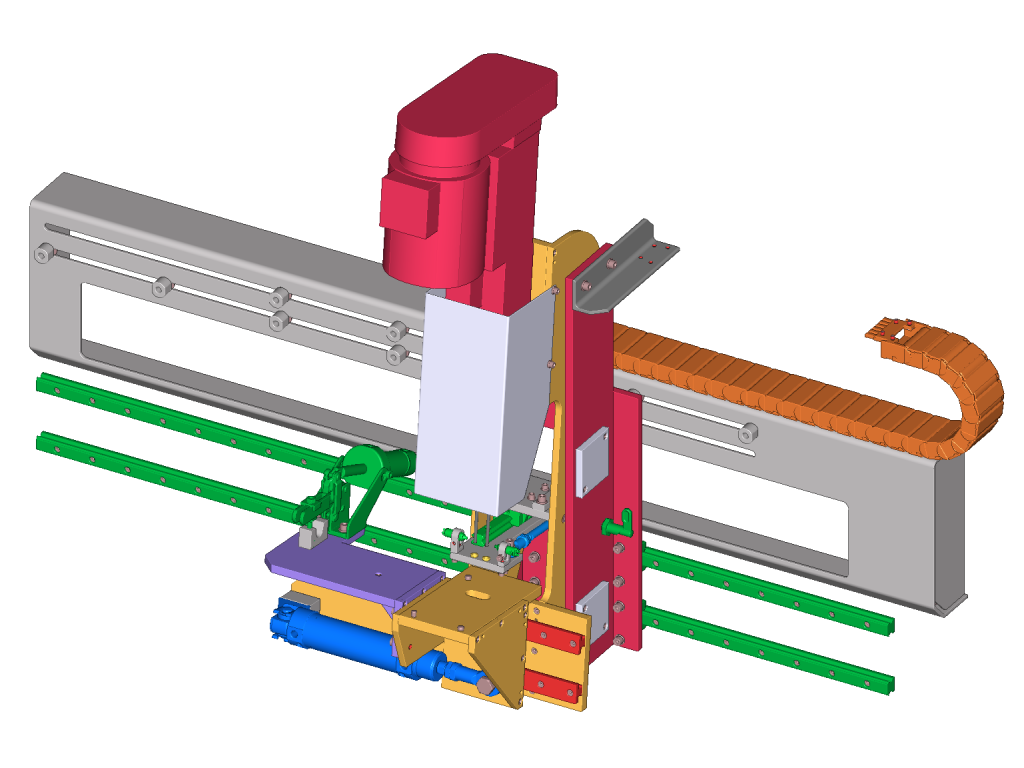
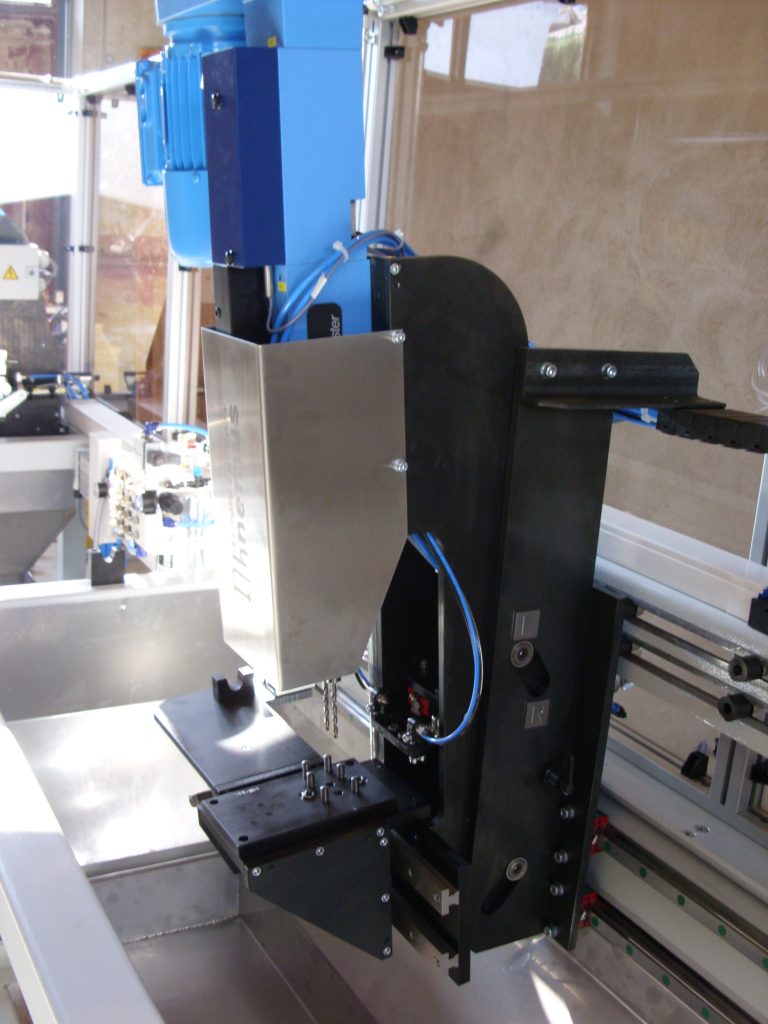
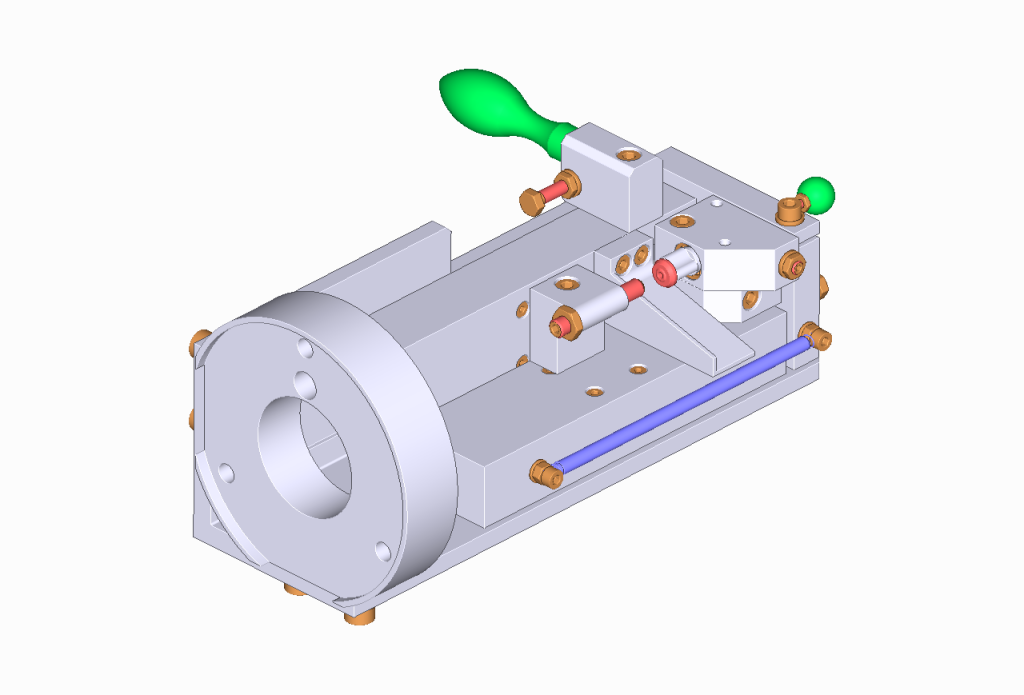
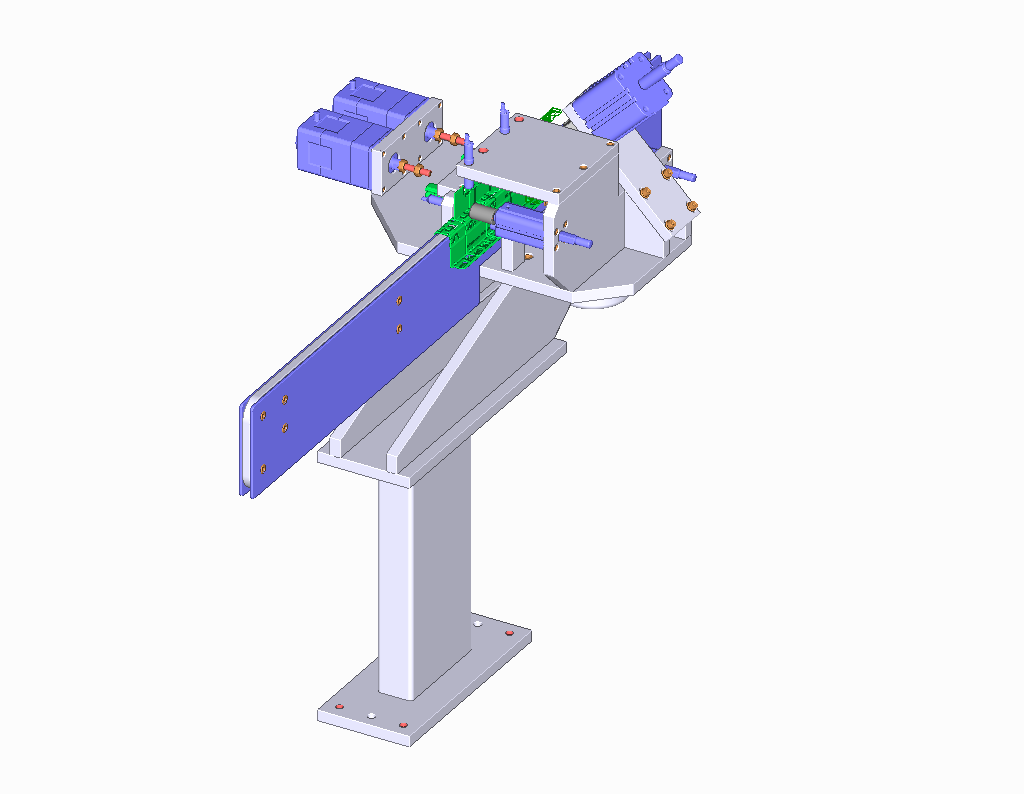
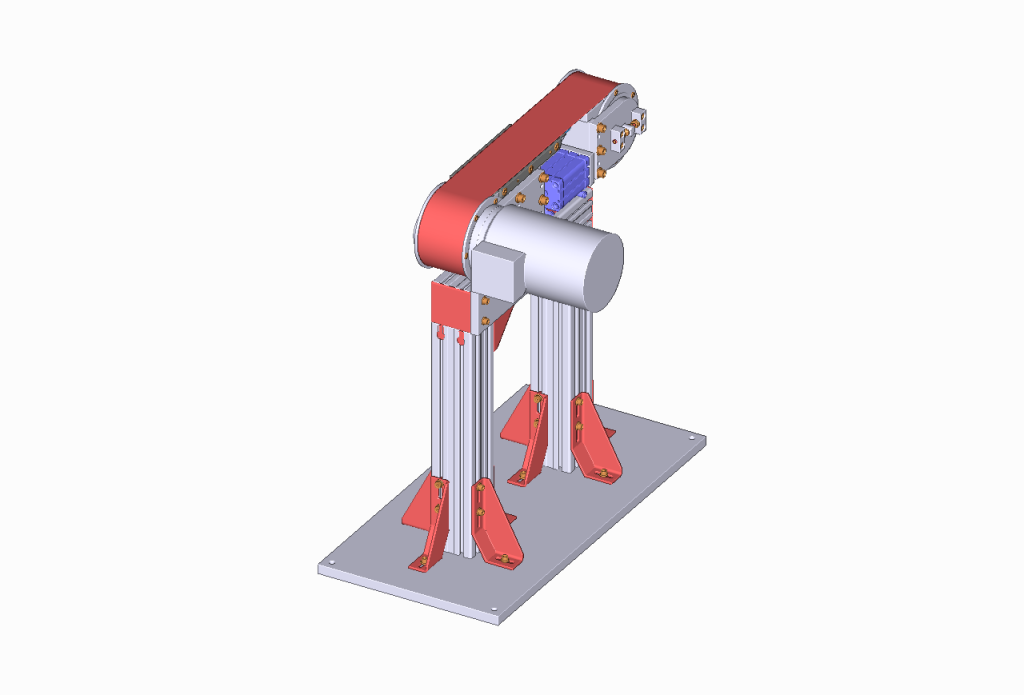
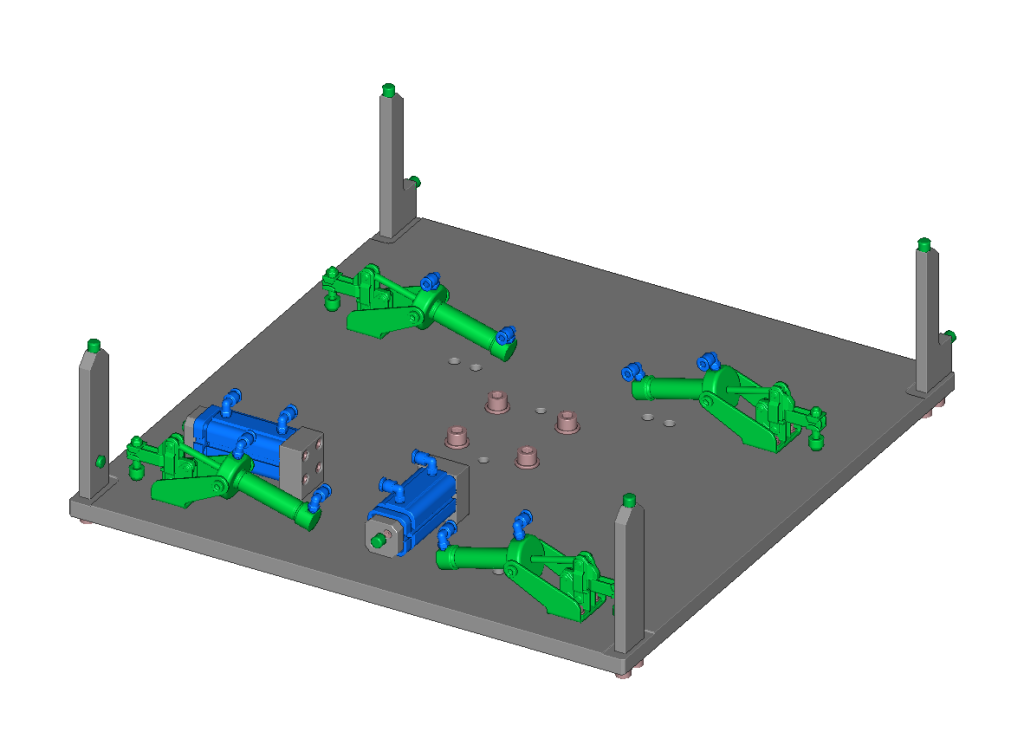
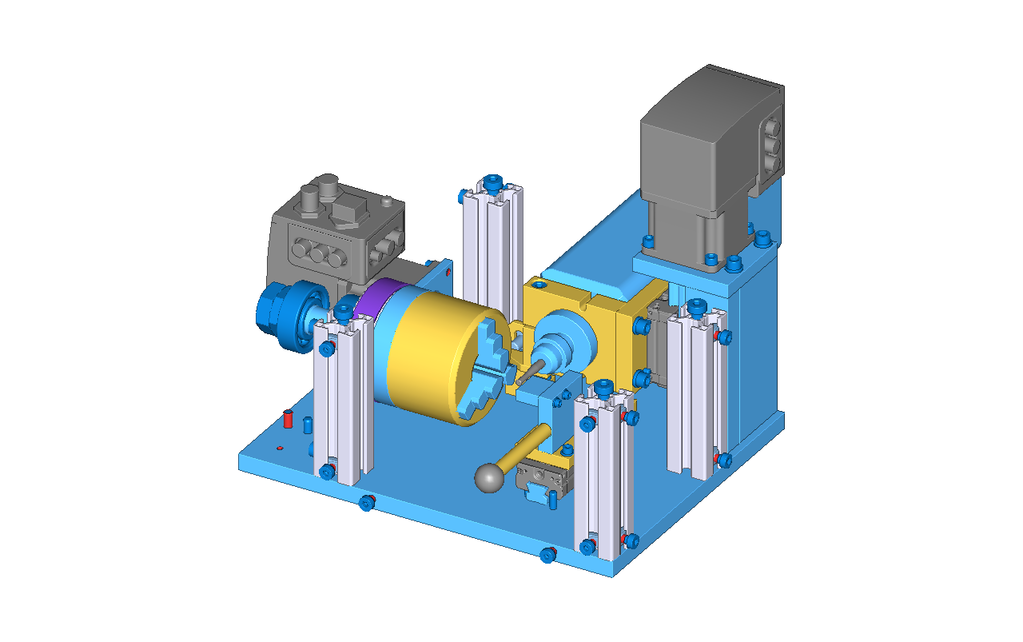
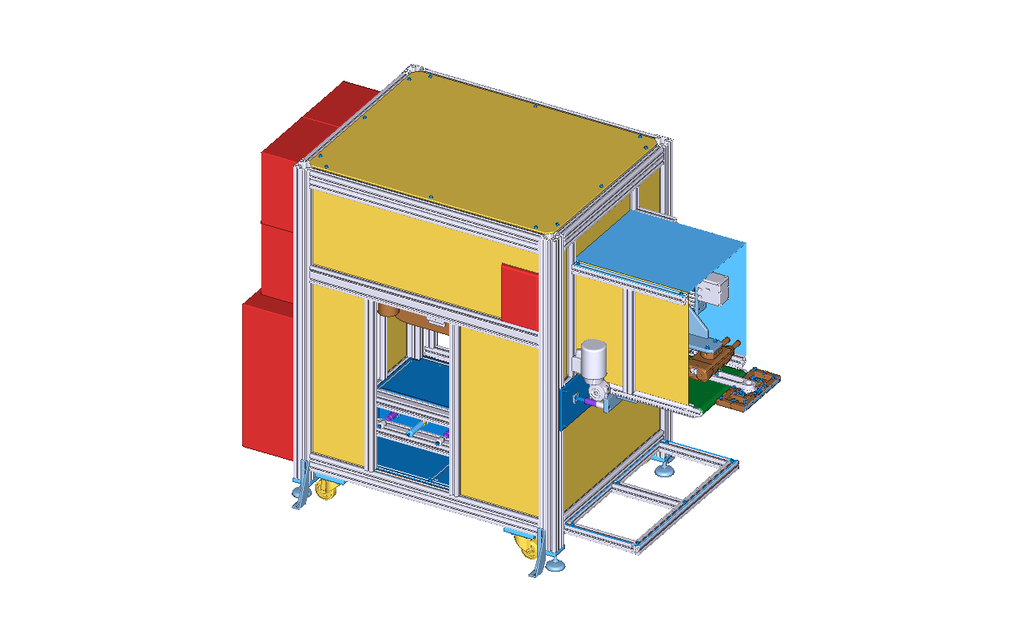
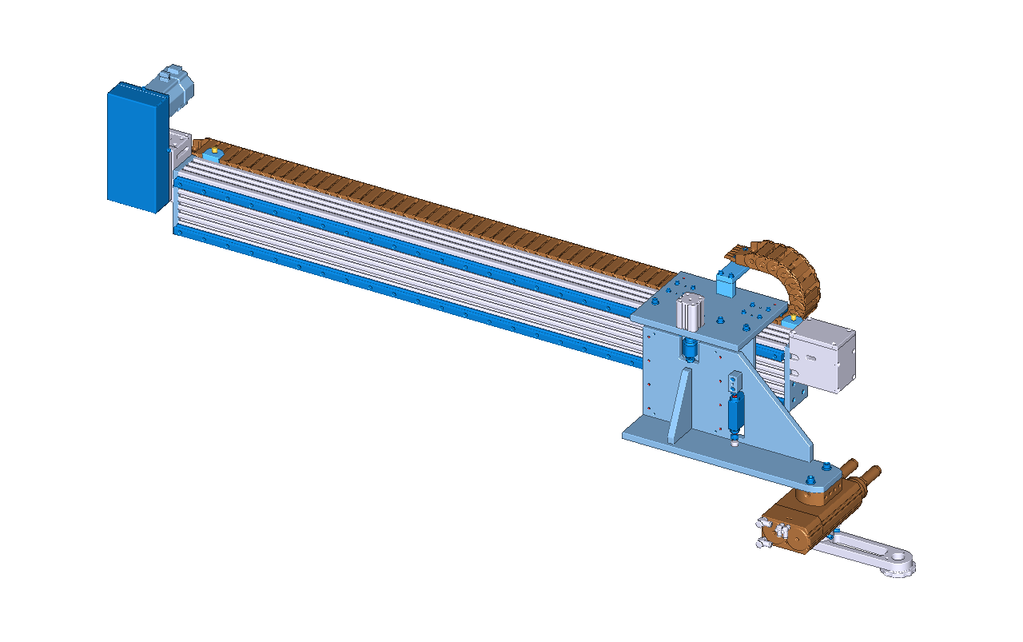
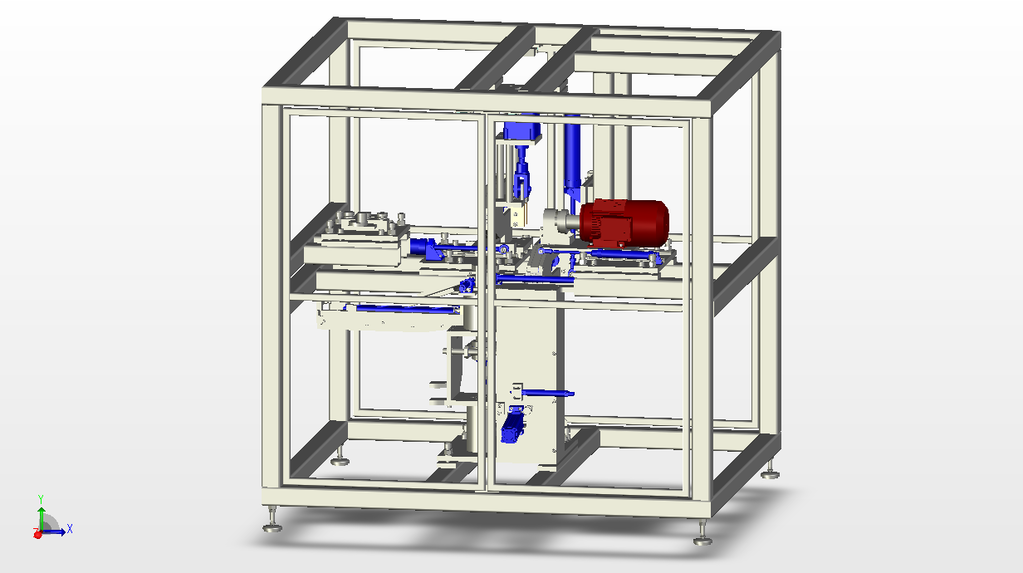
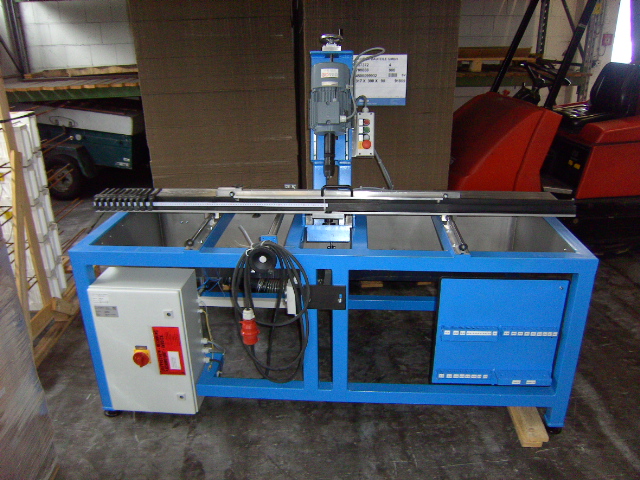
Die Fräsmaschine besteht aus einem Schweissgestell mit Absaugwanne für den Styroporabfall, einer höhen- und 45°-neigverstellbaren Frässpindel (1kW, Sofortstop über Motorbremse bei Not-Aus) und dem verschiebbaren und je 45° schwenkbaren Frästisch mit 10 einstellbaren und wegklappbaren Anschlägen.




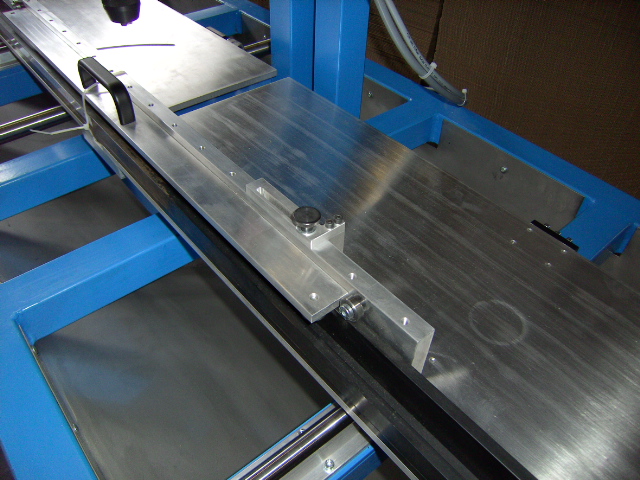
Der Bediener schiebt die Anschläge auf ihre durch eine Zeichnung des zu fertigenden Styroporteiles definierten Positionen und klappt sie anschließend, bis auf den ersten, weg. Am ersten Anschlag legt er den Styroporrohling an und schiebt in zusammen mit dem Frästisch gegen die Frässpindel, wobei der Fräser die Nut einfräst. Die Nuttiefe wird durch den einstellbaren Weg des Tisches bestimmt. Dieses wiederholt er unter Zuhilfenahme der weiteren Anschläge bis alle Nuten eingefräst sind.
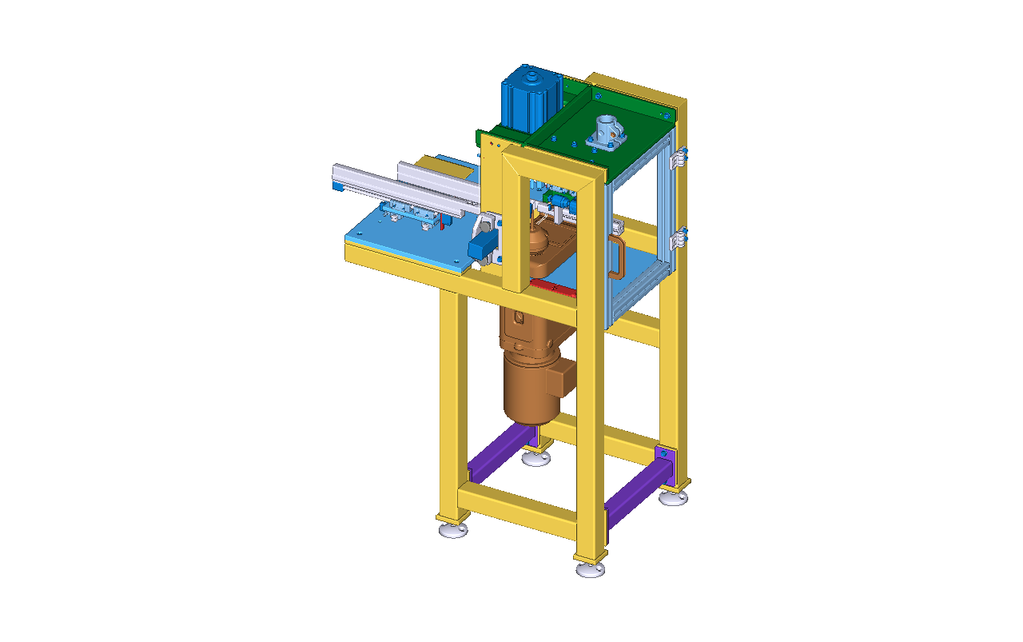
Schräge Nuten können in der Horizontalen durch Schwenken des Tisches und in der Vertikalen durch Neigen der Frässpindel gefräst werden.
Für Bearbeitungen quer zur Bewegungsrichtung des Tisches kann ein aufsetzbarer Querfräswagen verwendet werden.
Die verschieden Schlitzbreiten sowie die Sonderkonturen werden durch Tausch der Fräswerkzeuge ermöglicht.