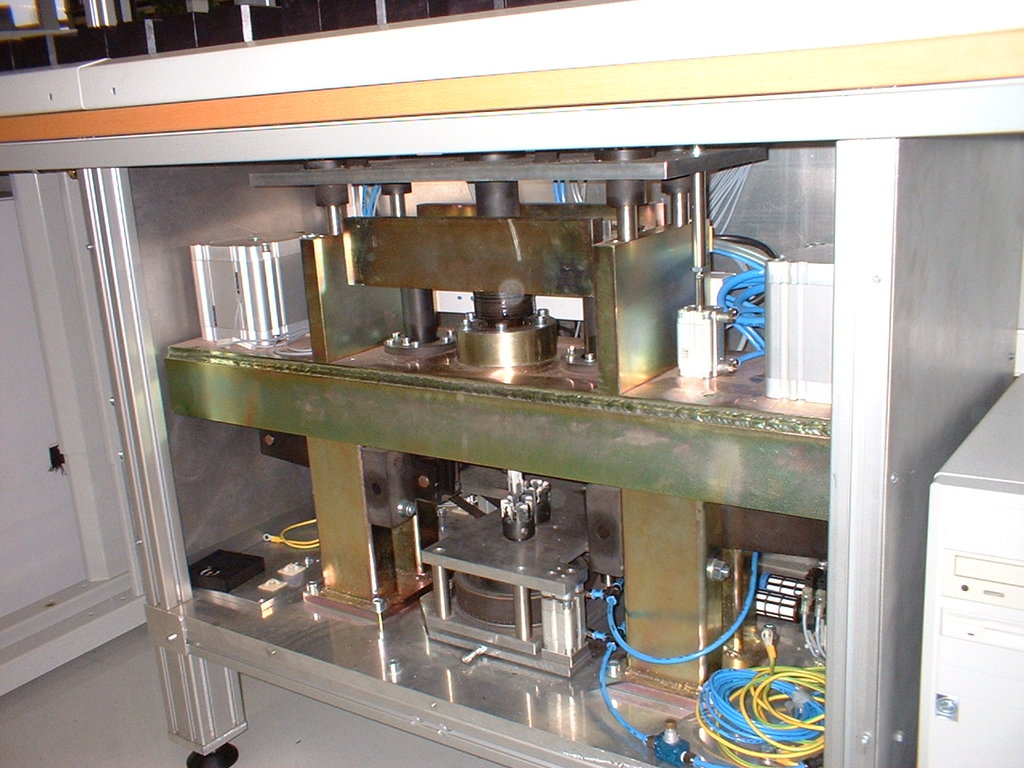
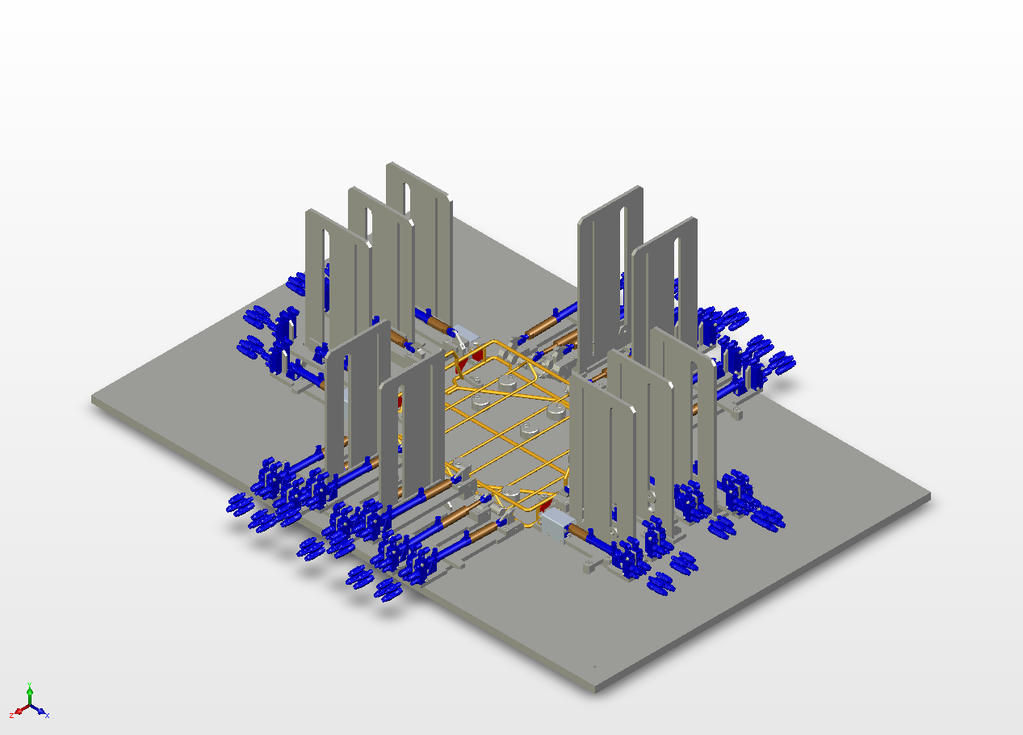
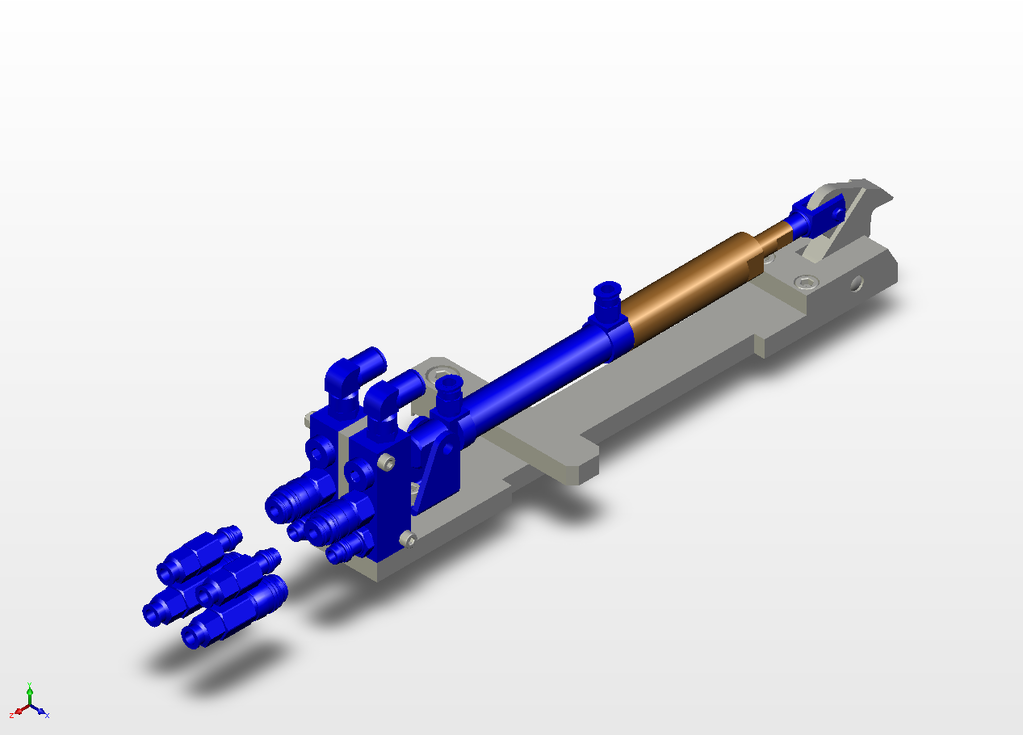
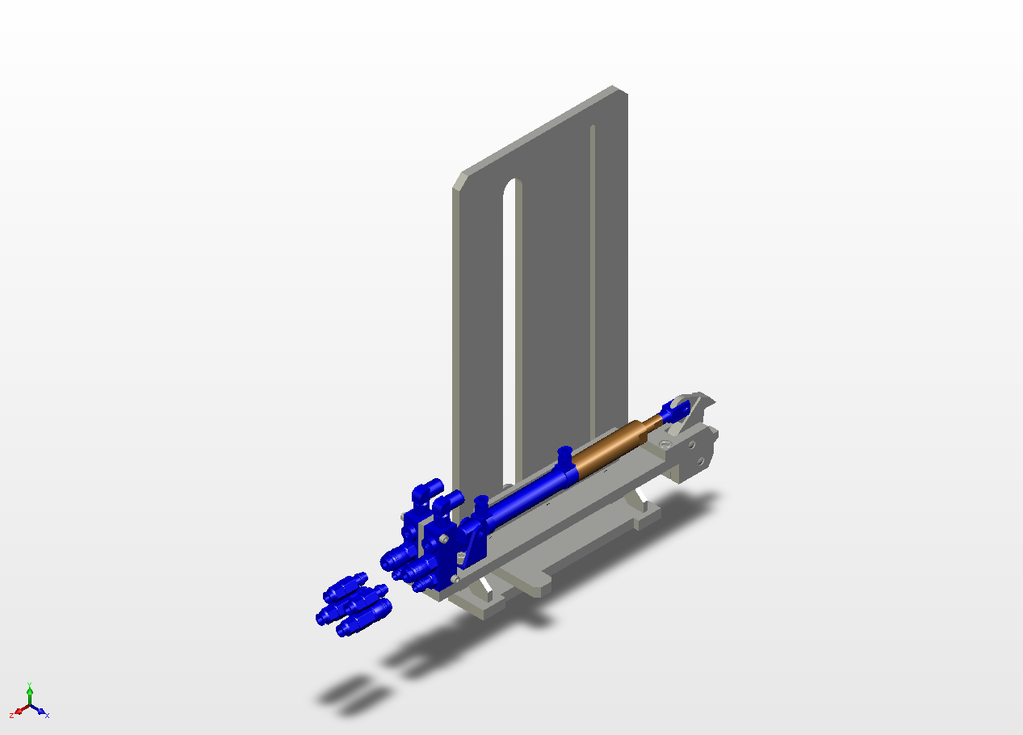
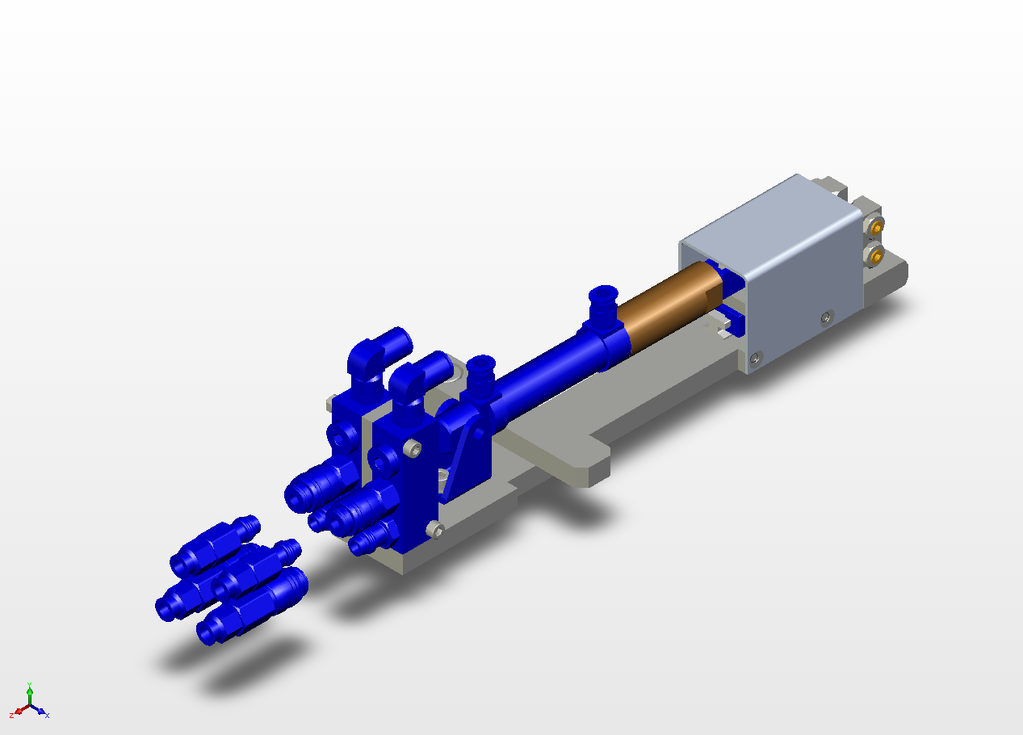
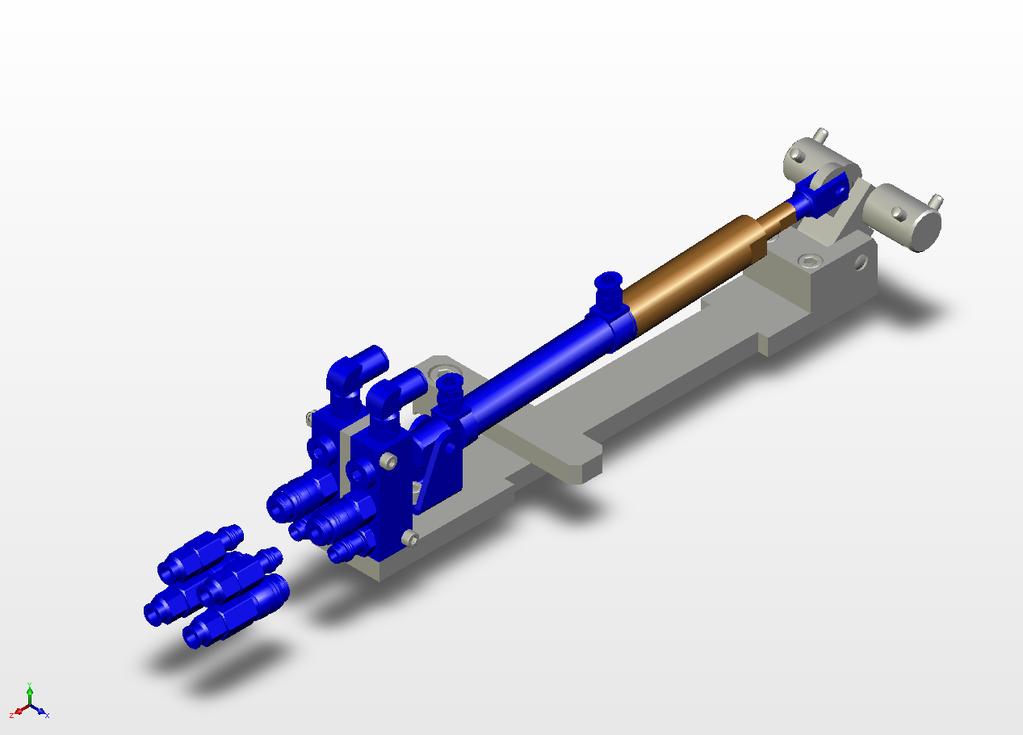
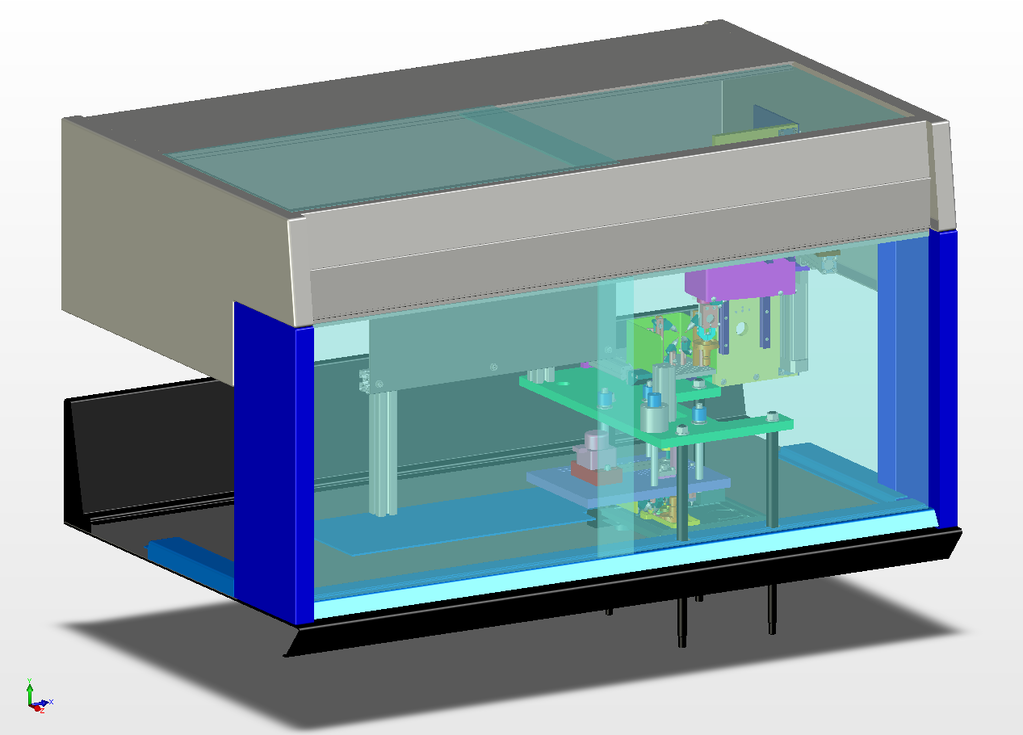
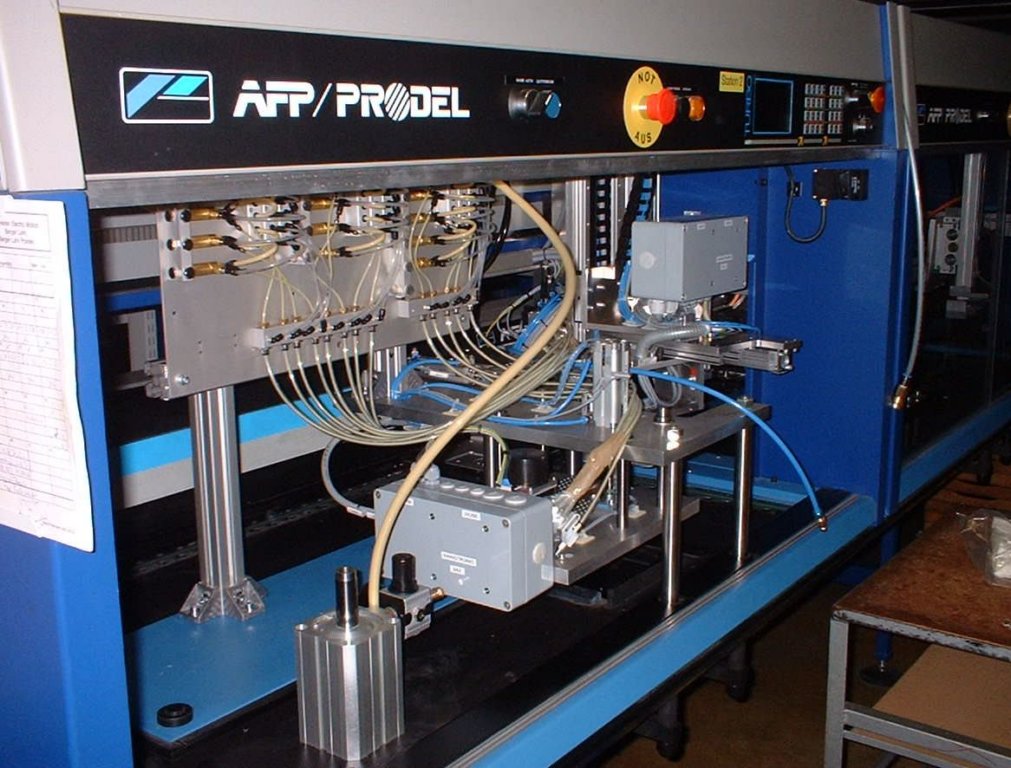
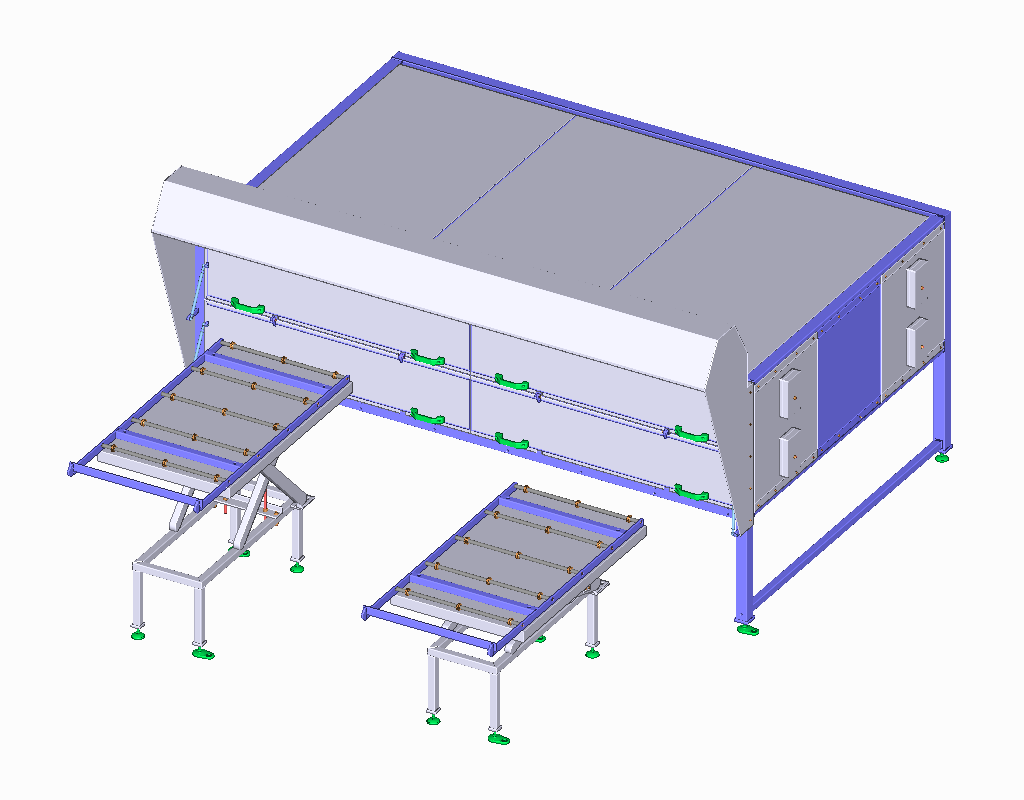
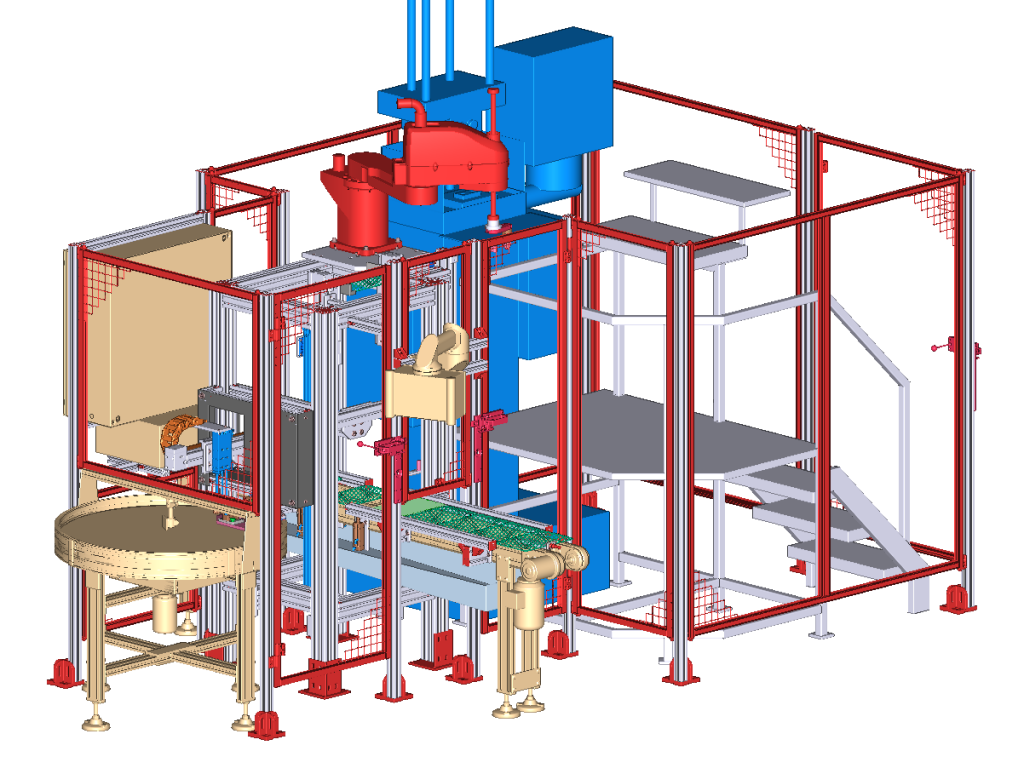
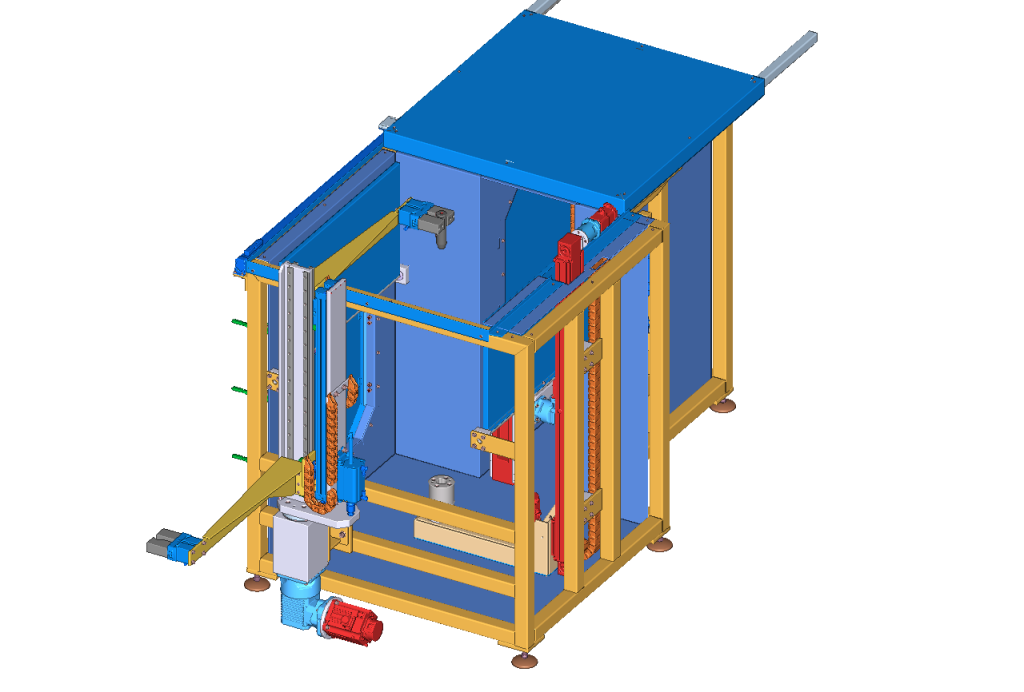
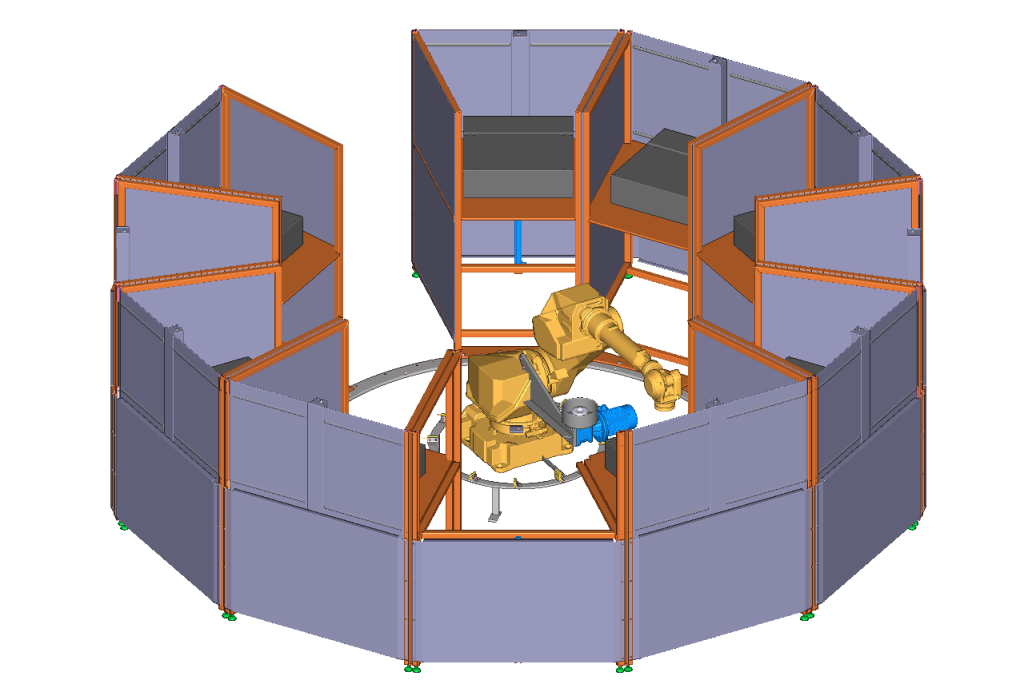
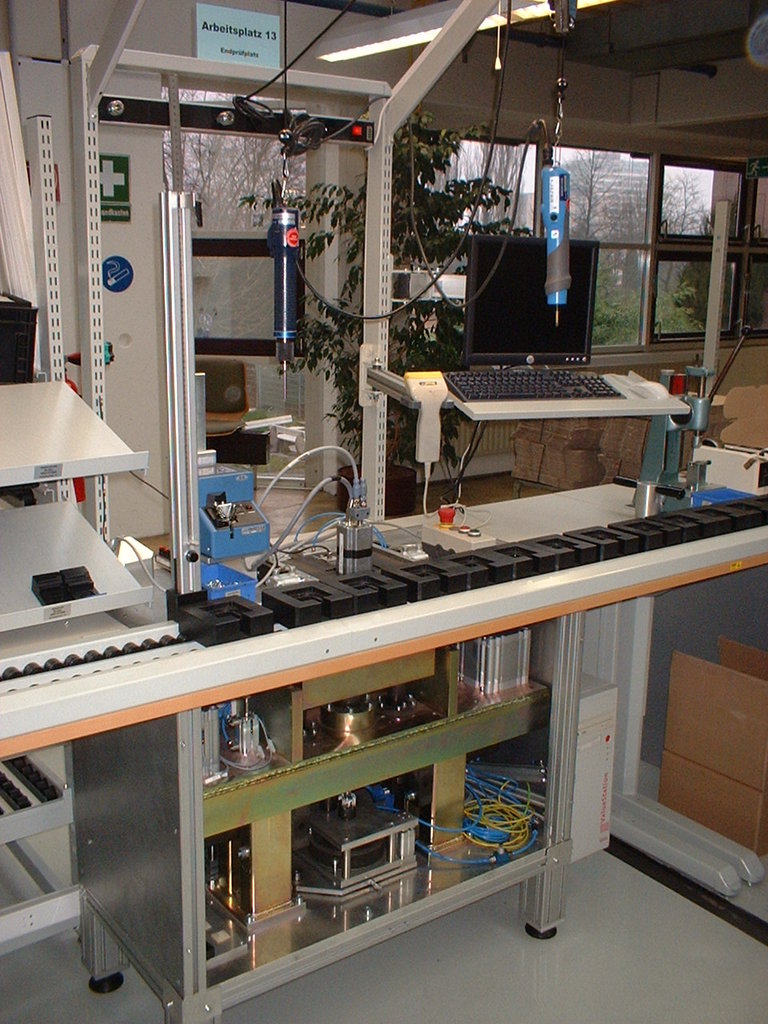
 Anlage zur Serienprüfung von EC-Motoren verschiedener Baugrößen.
Anlage zur Serienprüfung von EC-Motoren verschiedener Baugrößen.
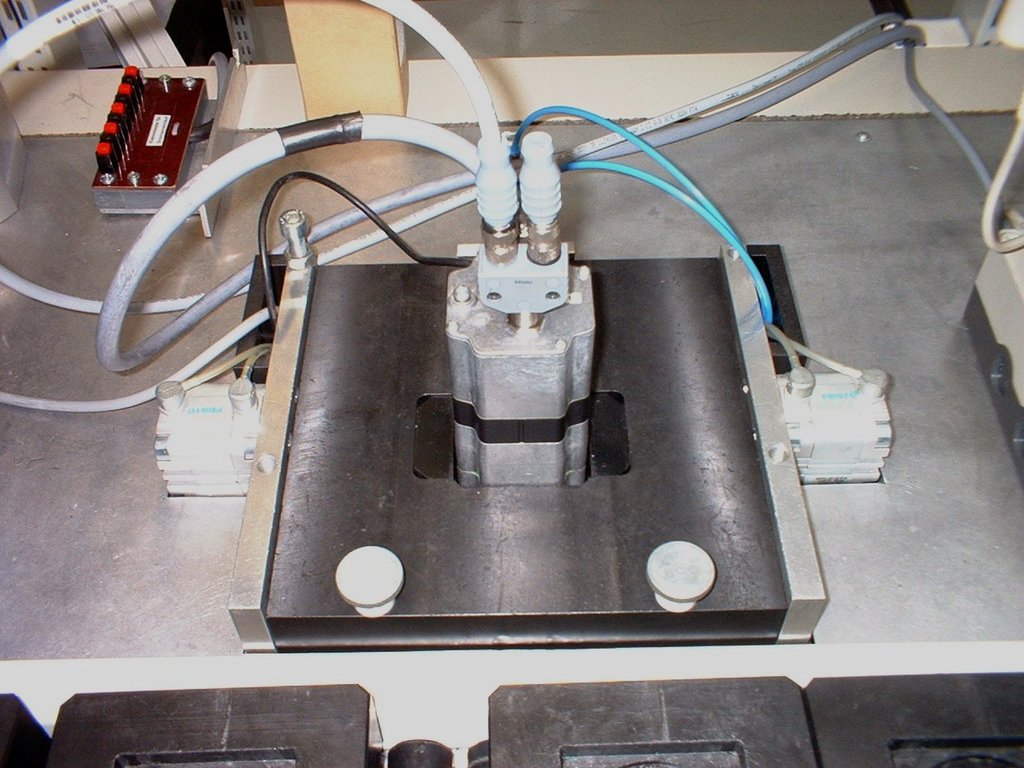
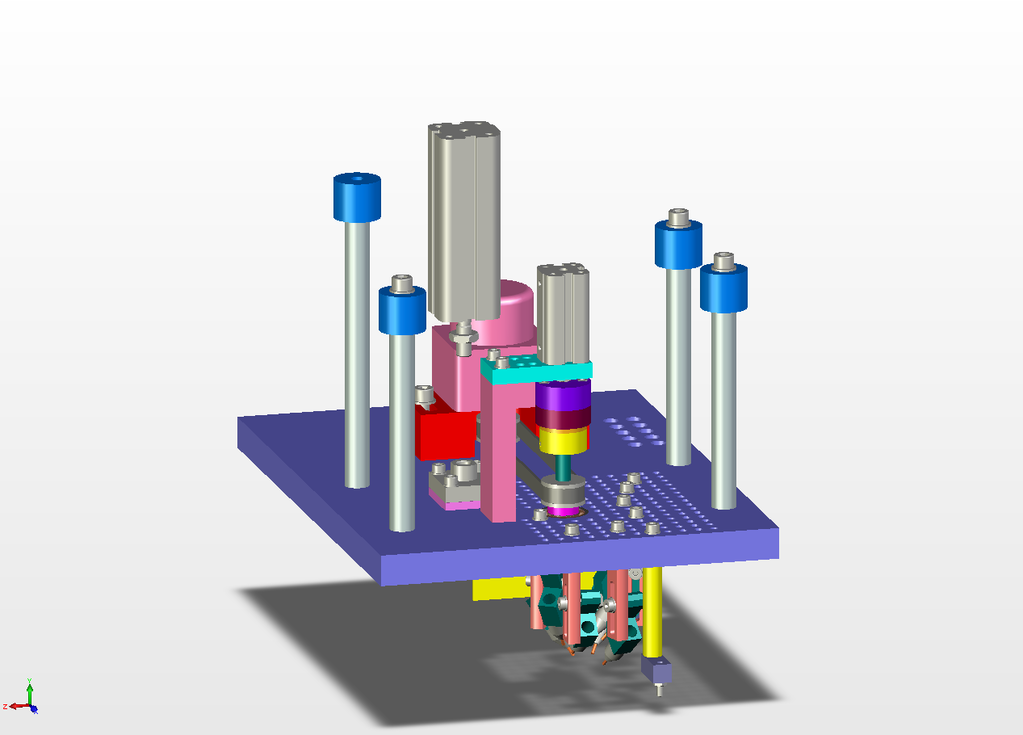
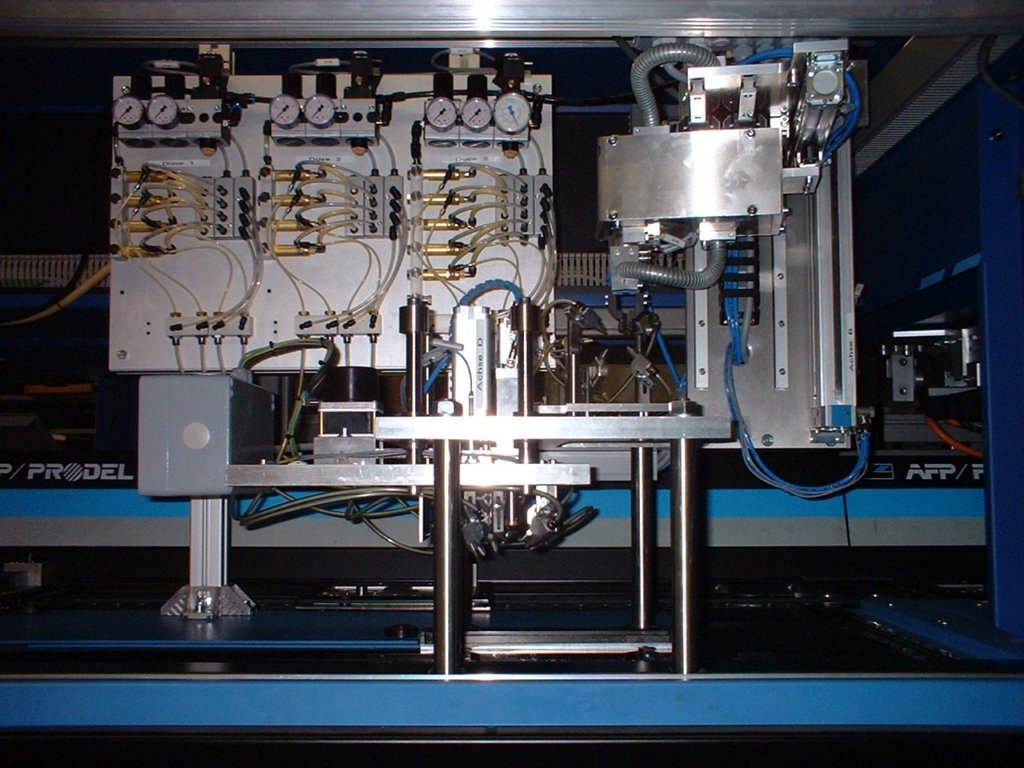
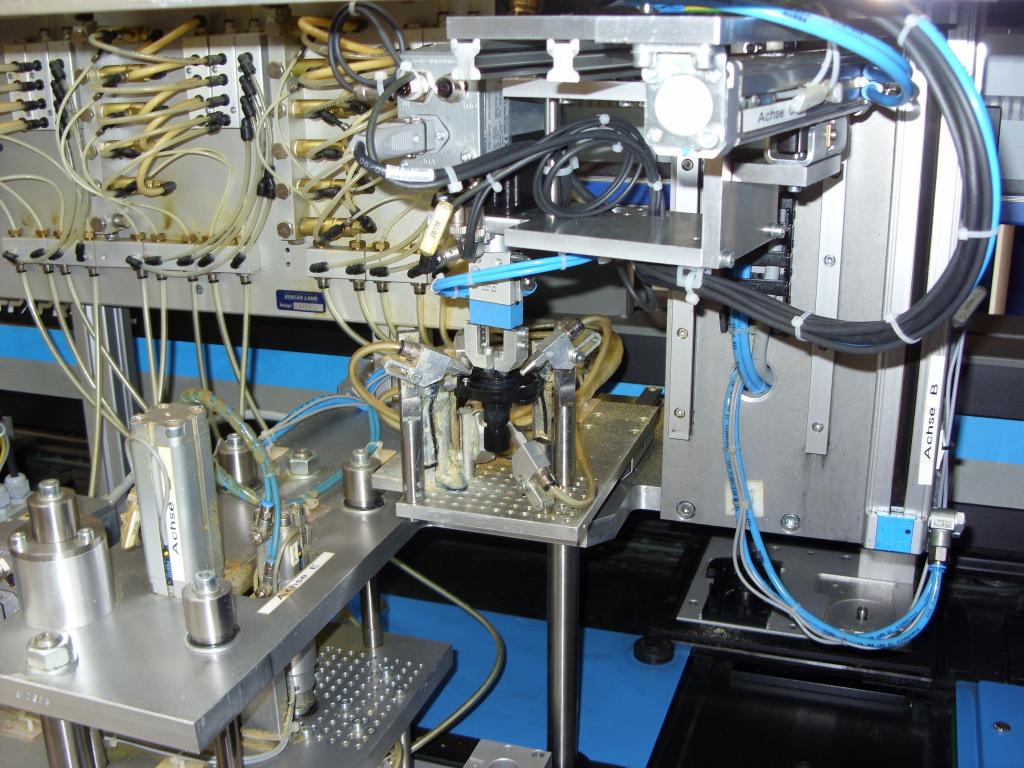
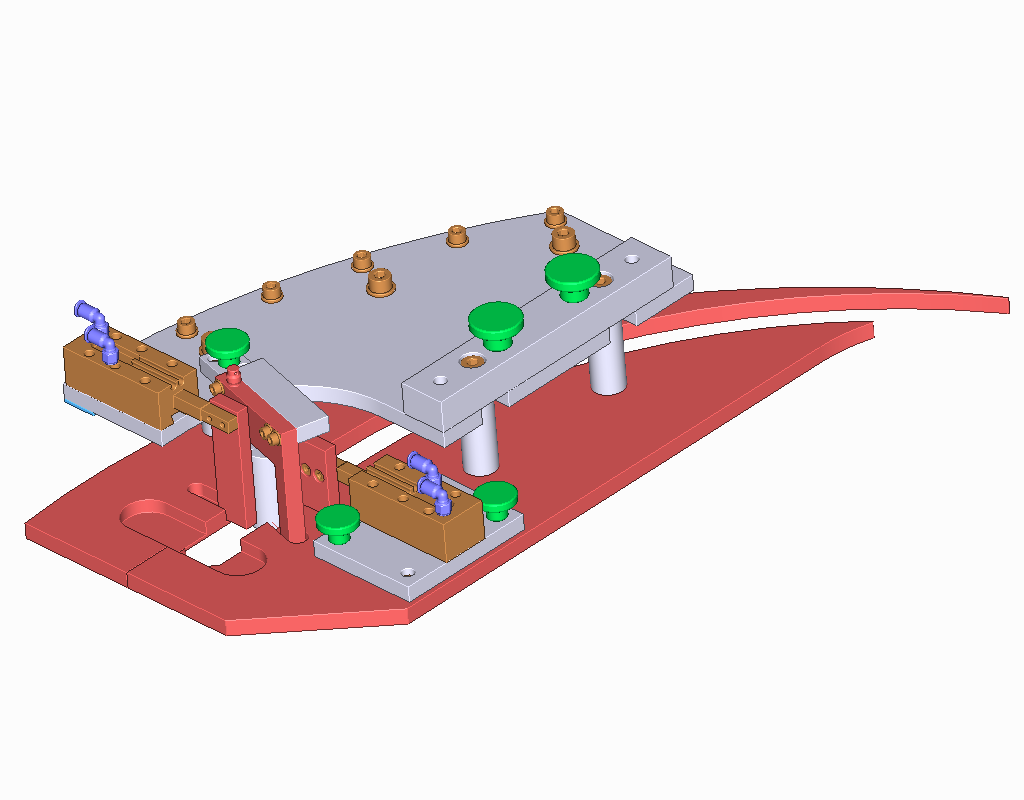
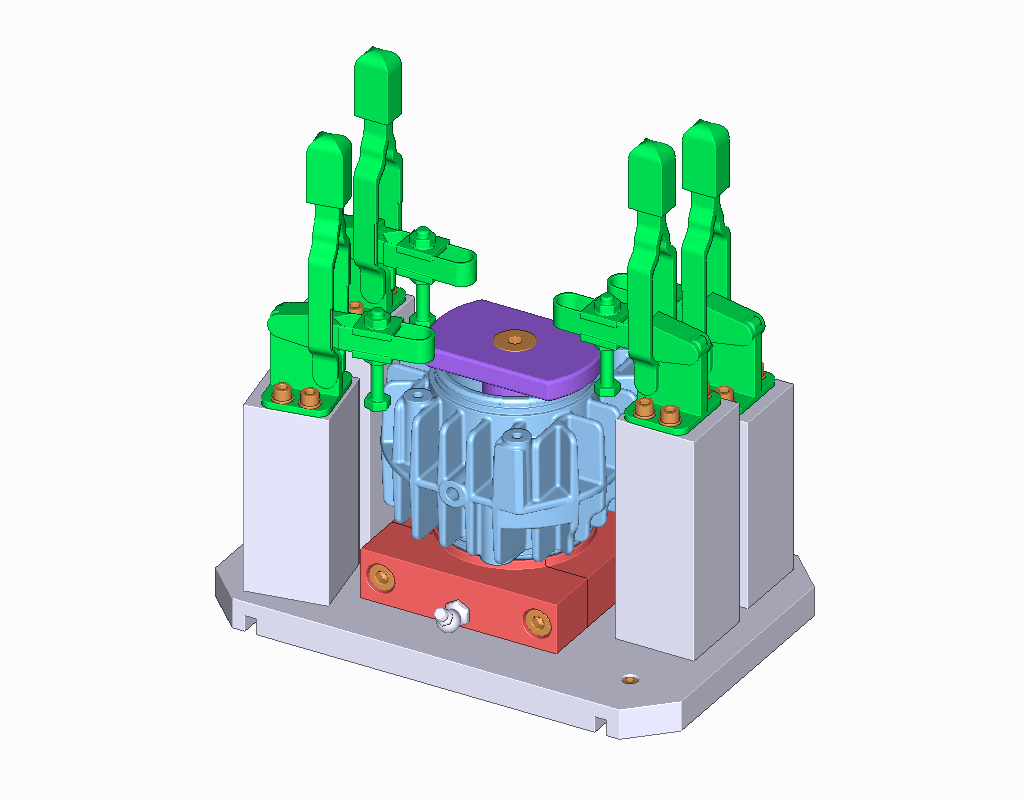
- Aufnehmen und Spannen des Motors in Wechselaufnahmen.
- Drehzahlprüfung in angehobener Stellung.
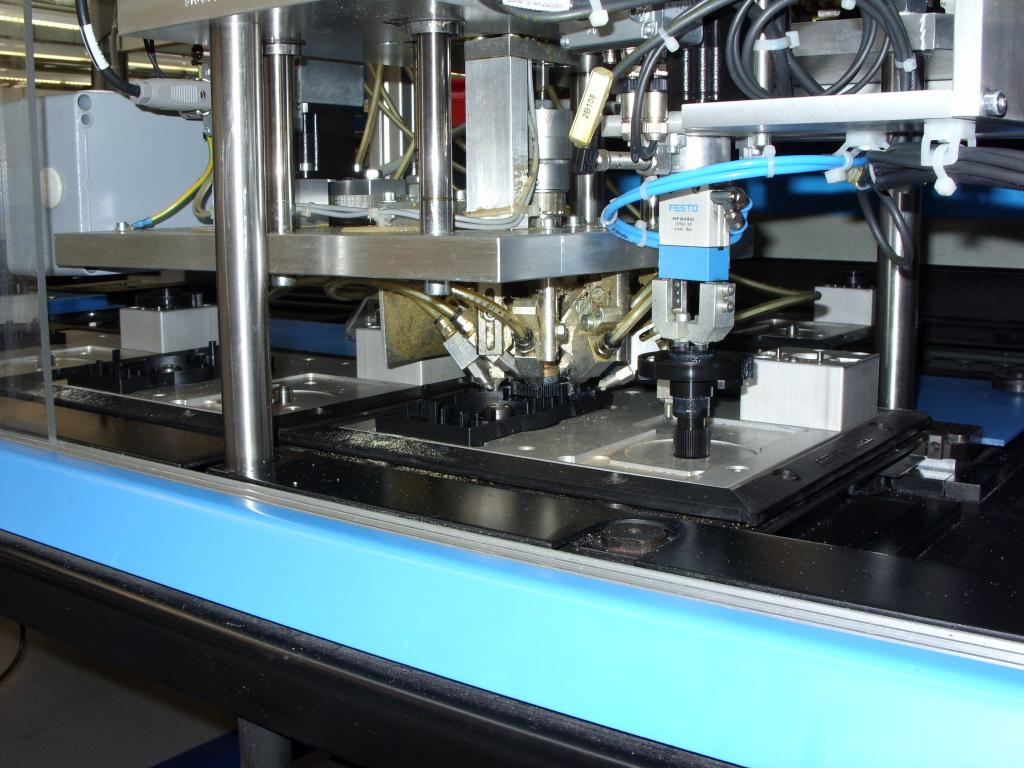
- Absenken des Motors.
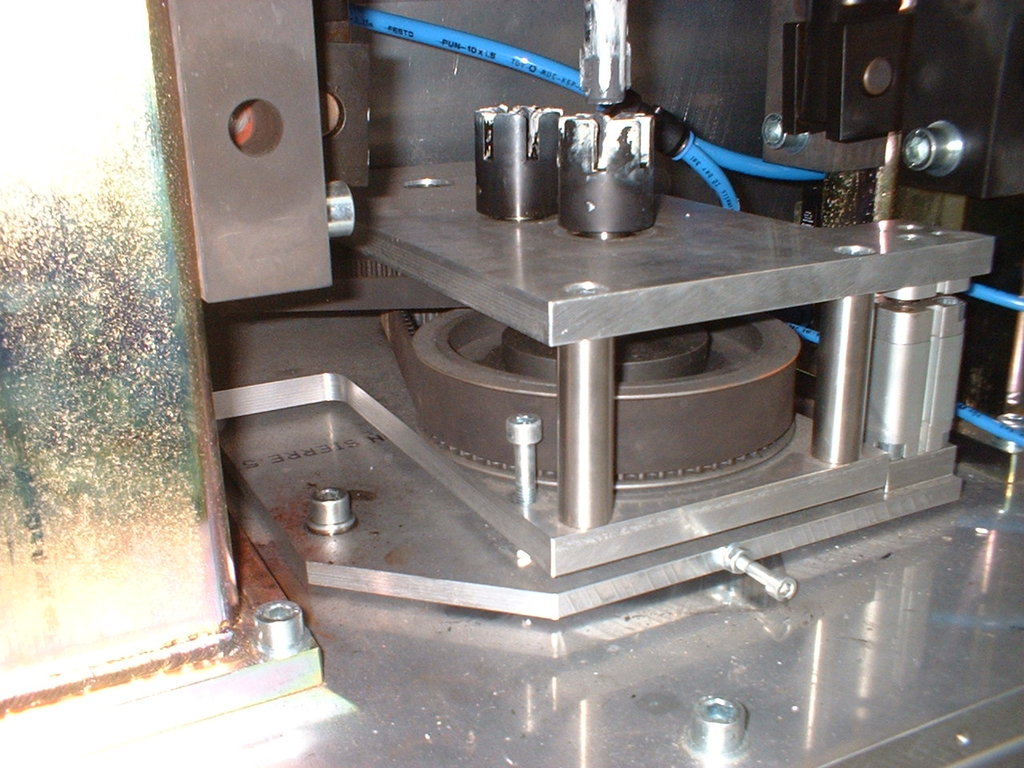
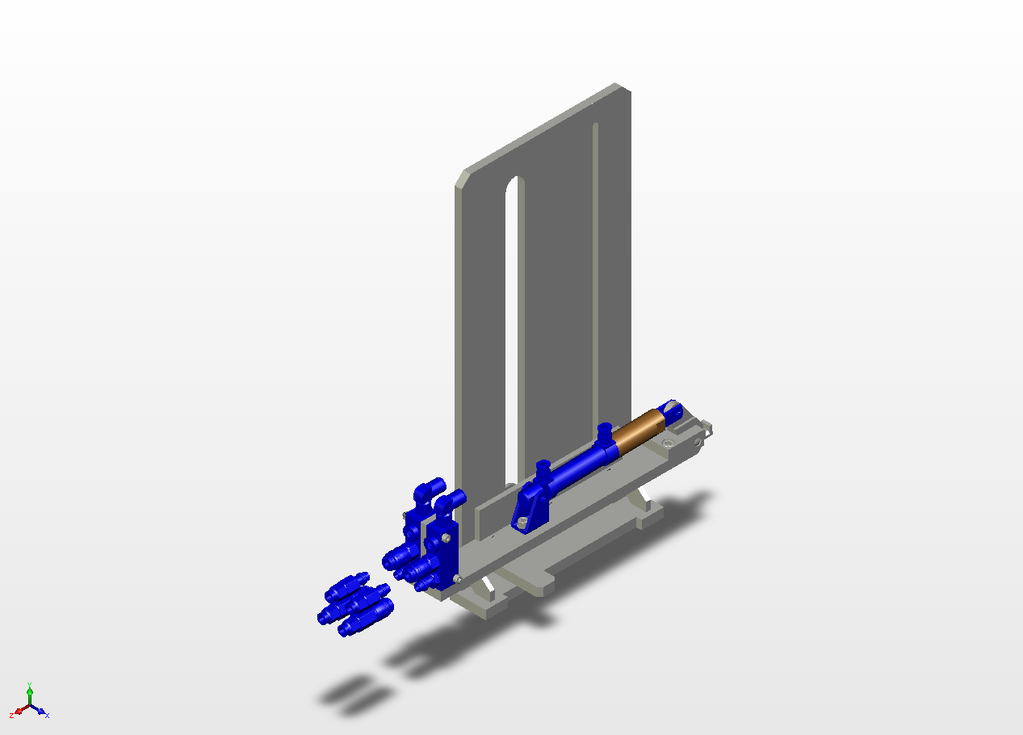
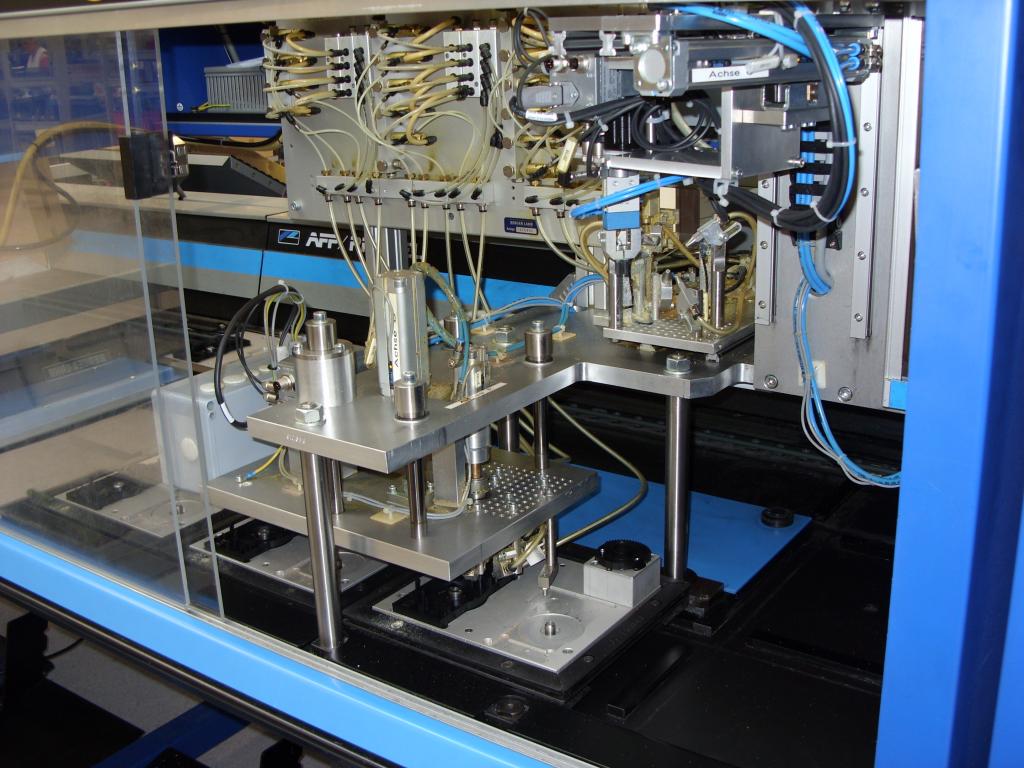
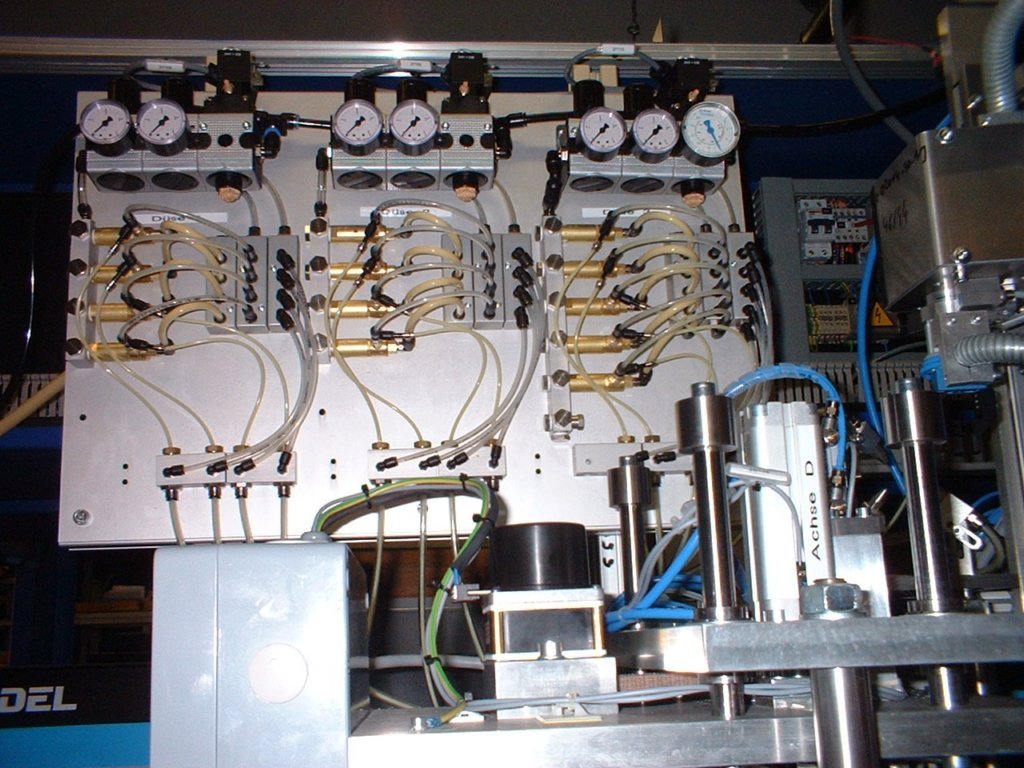
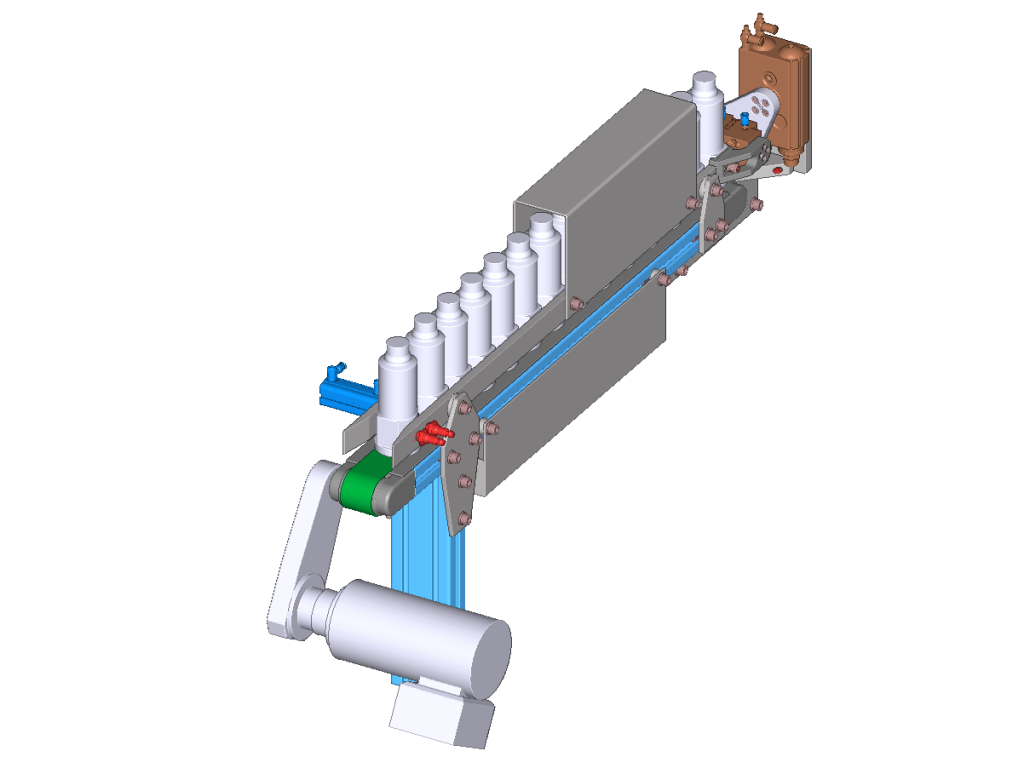
- Automatisches Verbinden der Motorwelle mit der Prüfanlage über pneumatisches Spannzangensystem.
- Prüfung des Winkelgebers des Motors durch Vergleich mit dem Drehwinkelgeber der Prüfanlage.
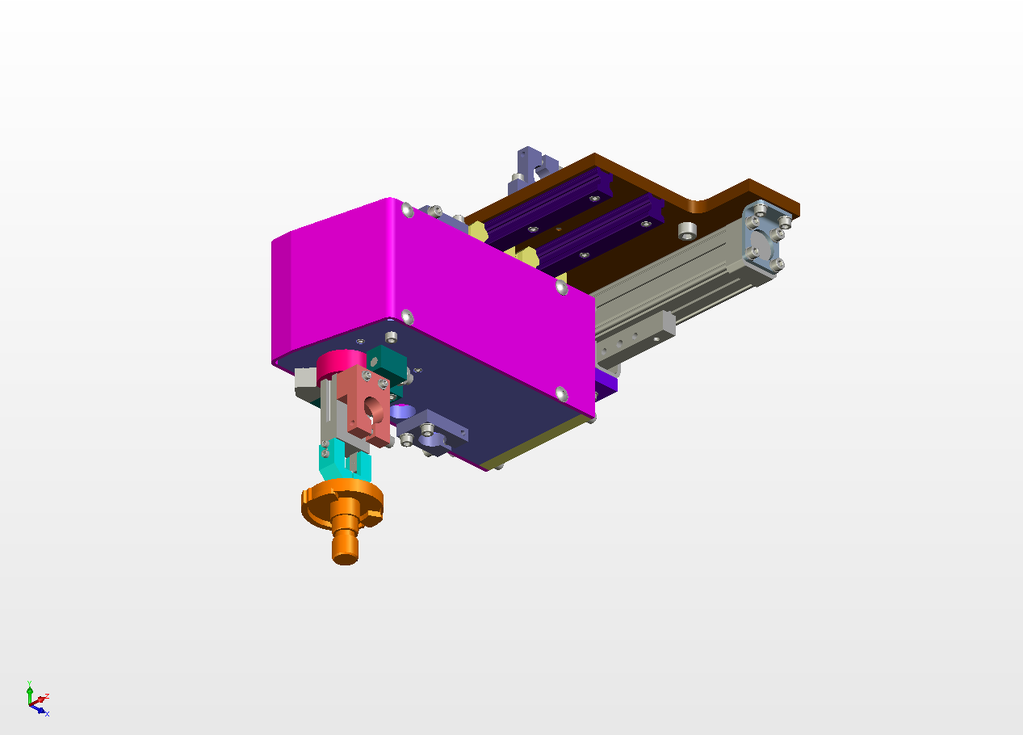
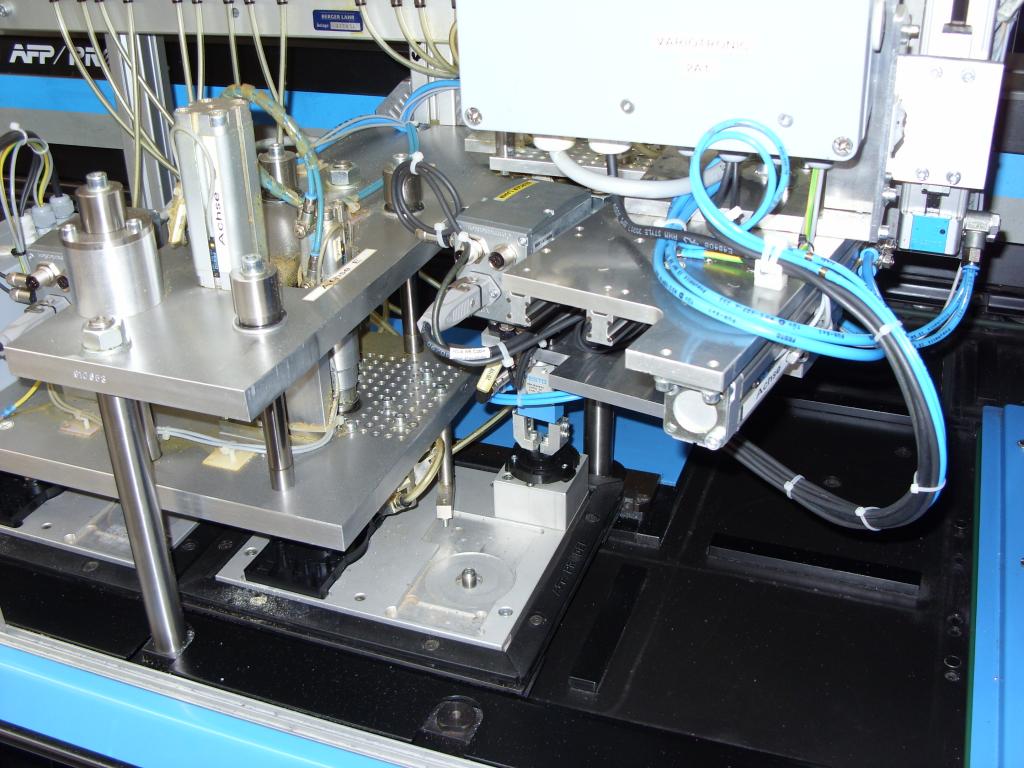
- Drehmoment- und Leistungsprüfung durch Hysteresebremse.
- über Zahnriemengetriebe umschaltbarer Wirkungsbereich der Bremse (0,5 – 35Nm) für Motoren mit und ohne Getriebe.
- Überwachung und Auswertung über PC.