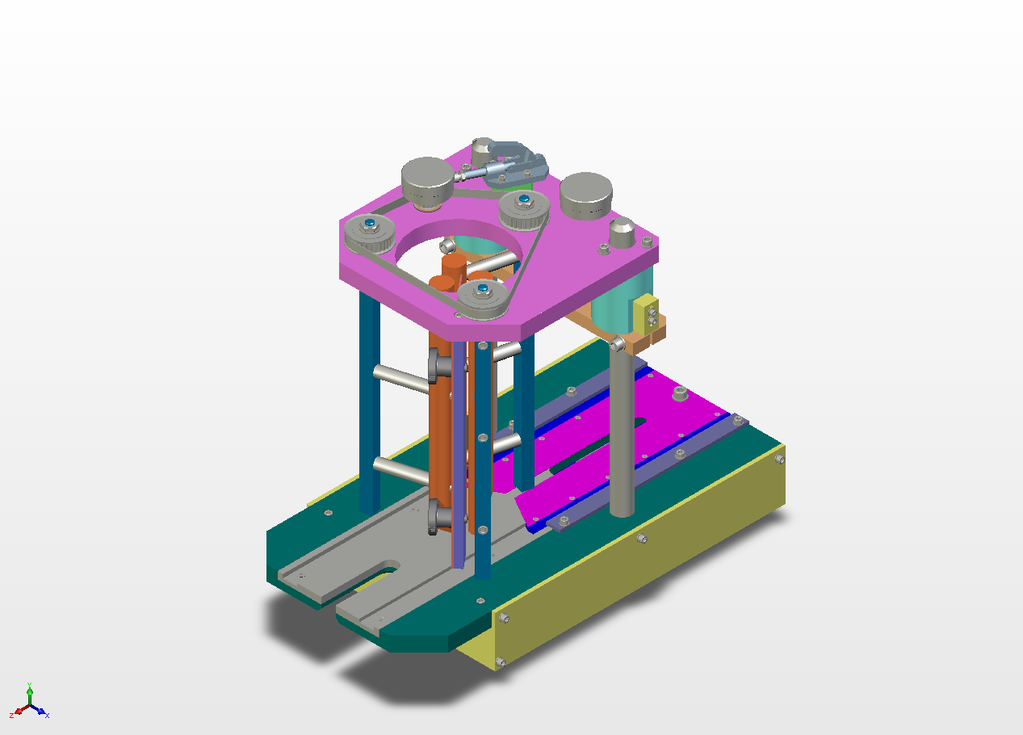
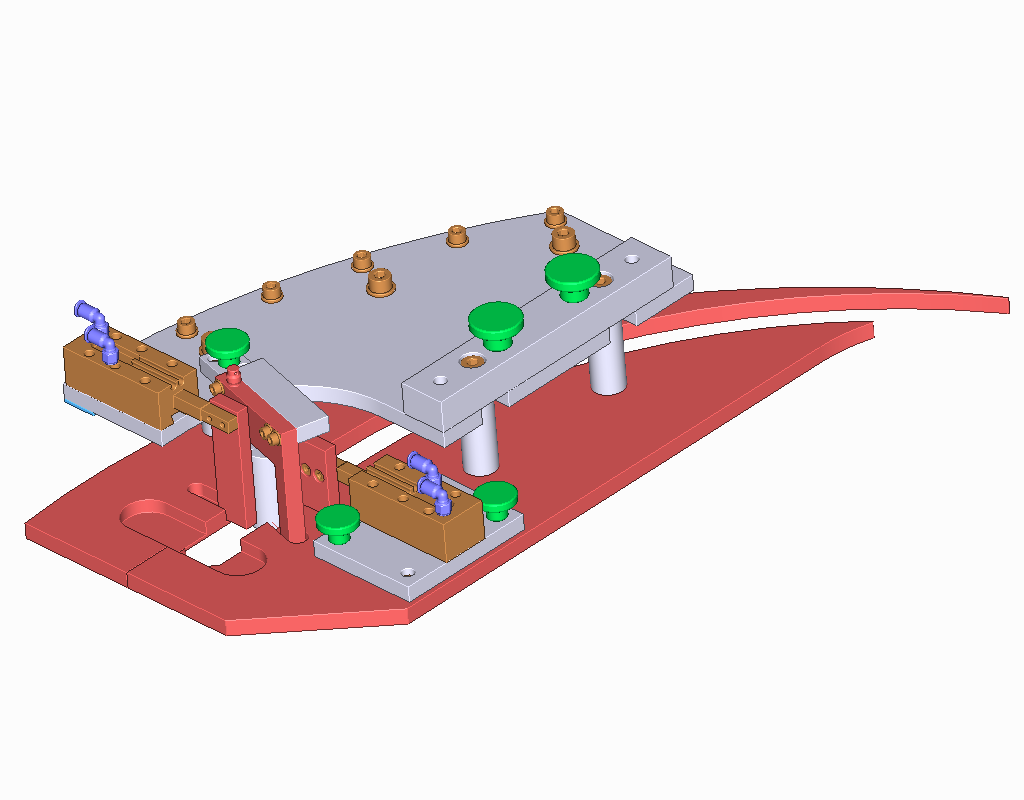
 Über Zahnriemmechanik verstellbare Außenzentrierung für Sicherungsringdurchmesser von 20 bis 120 mm
Über Zahnriemmechanik verstellbare Außenzentrierung für Sicherungsringdurchmesser von 20 bis 120 mm- Pneumatisches Ausschieben des unteren Sicherungsringes in Greifposition
- Auch für Passscheiben, Anlaufscheiben und ähnliches
Konstruktion und Betriebsmittel Ohnemus
Berechnungen – Konstruktionsdienstleistung – Betriebsmittel und Sondermaschinen
Über Zahnriemmechanik verstellbare Außenzentrierung für Sicherungsringdurchmesser von 20 bis 120 mm
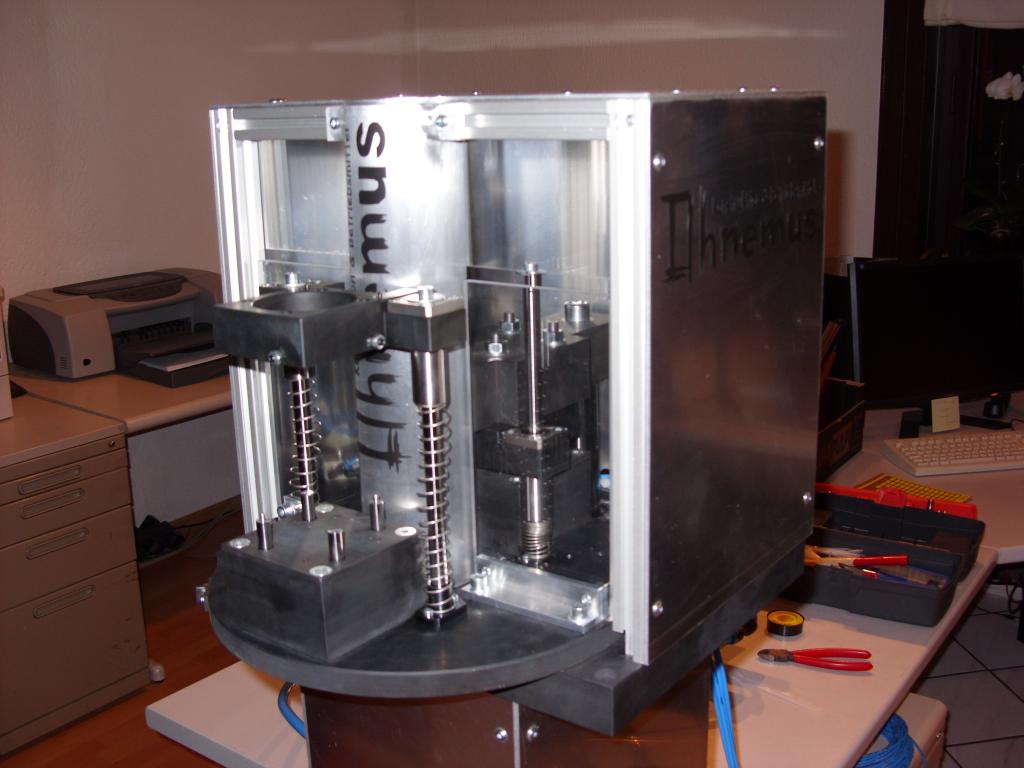
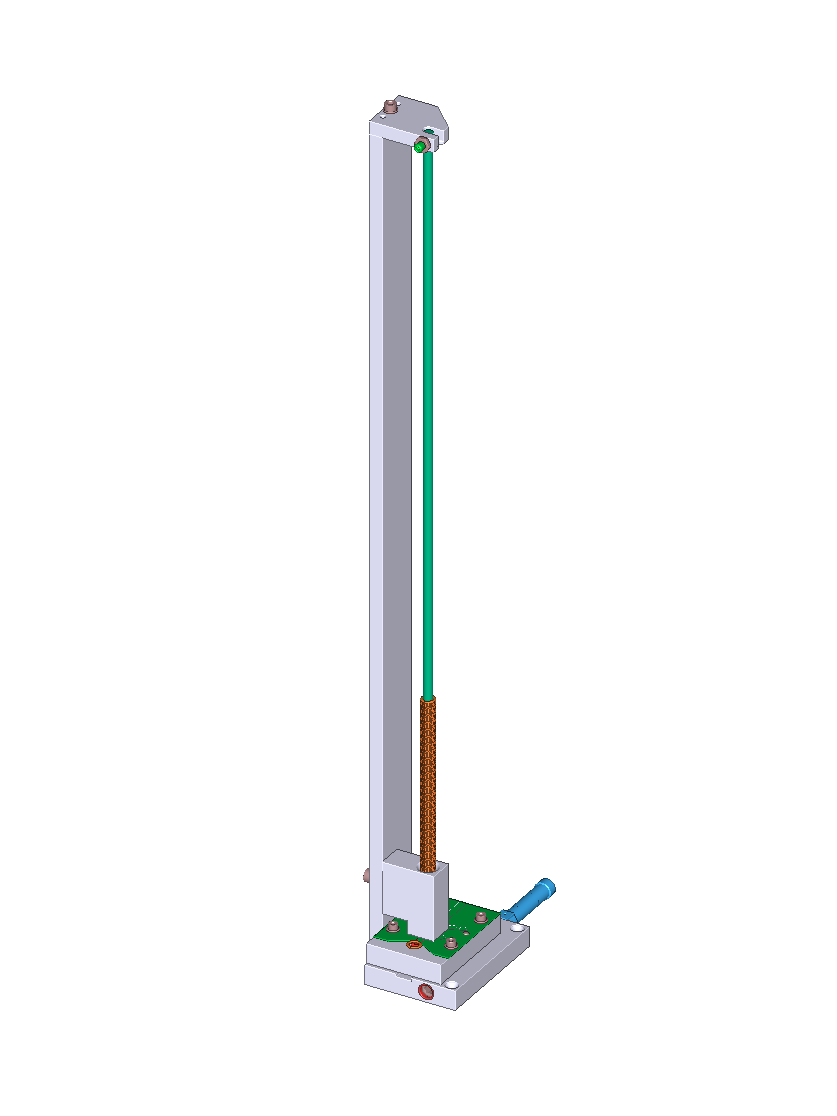 Anstelle von einer Federmechanik werden die Ringe durch einen pneumatischen Schieber bereitgestellt
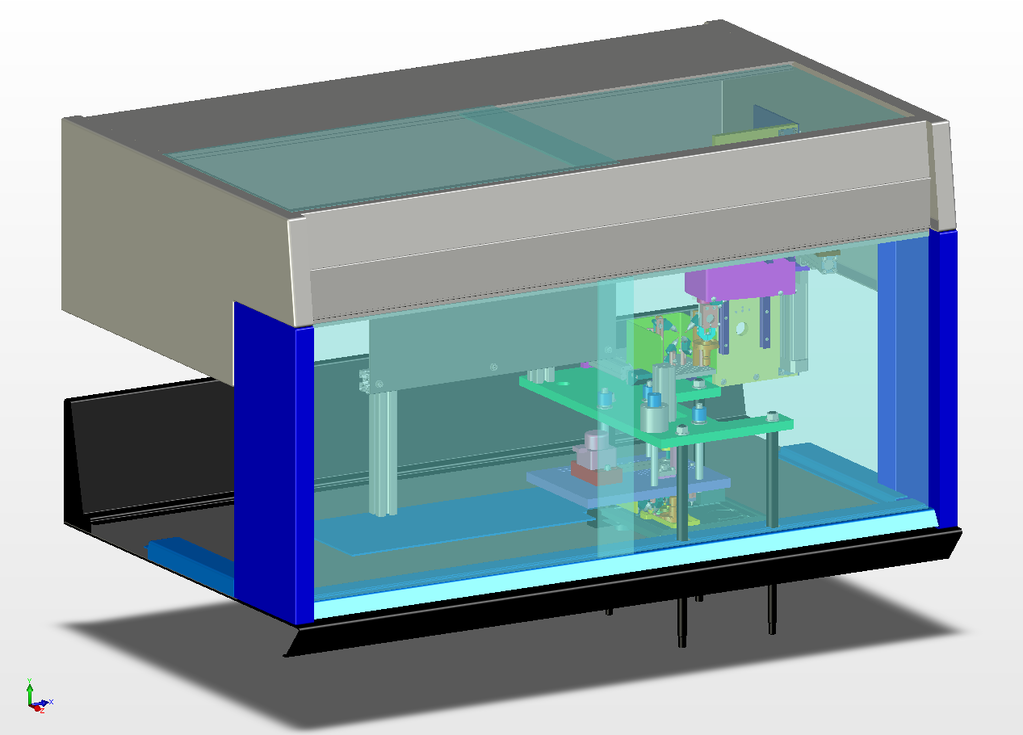
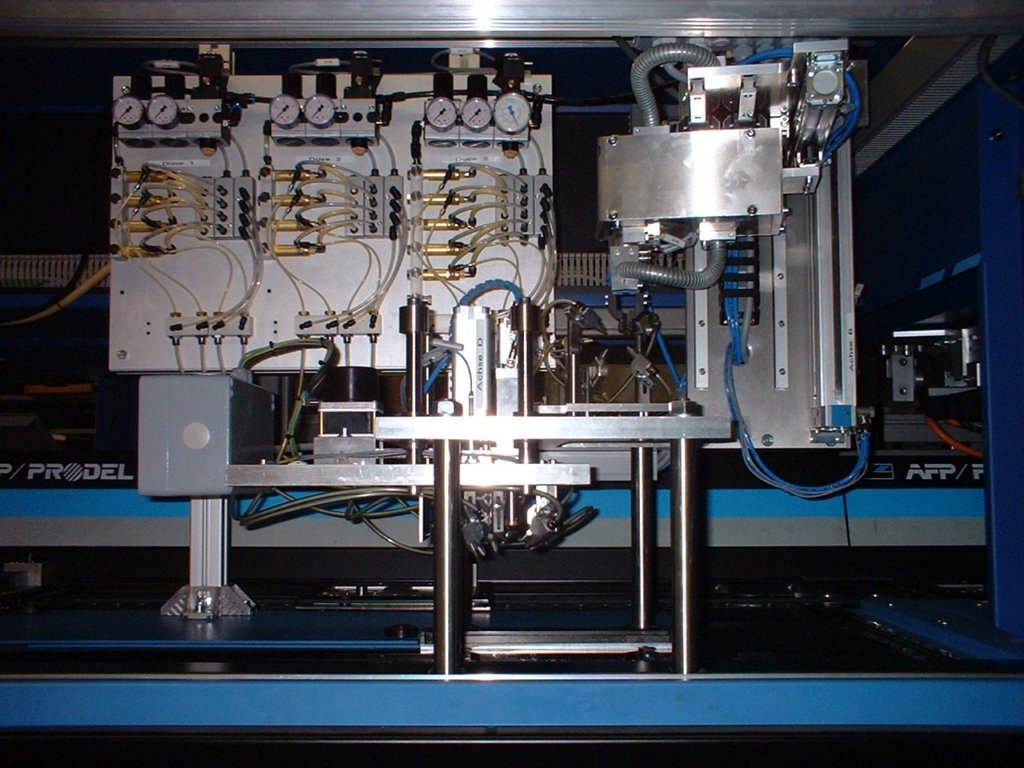
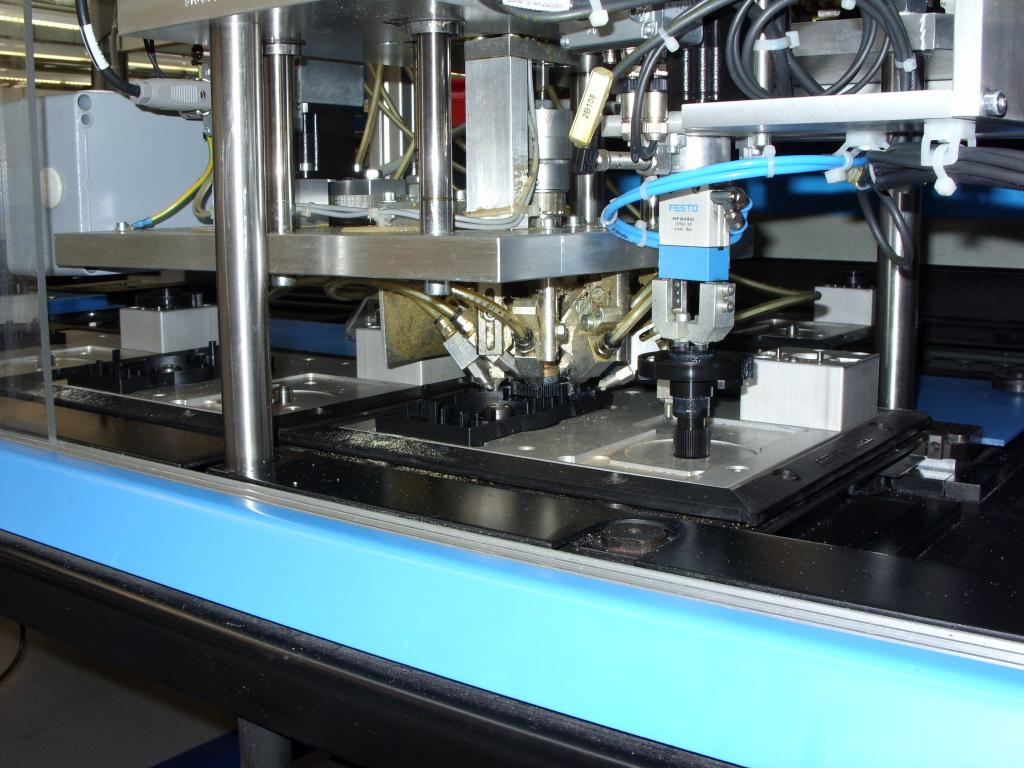
Anstelle von einer Federmechanik werden die Ringe durch einen pneumatischen Schieber bereitgestellt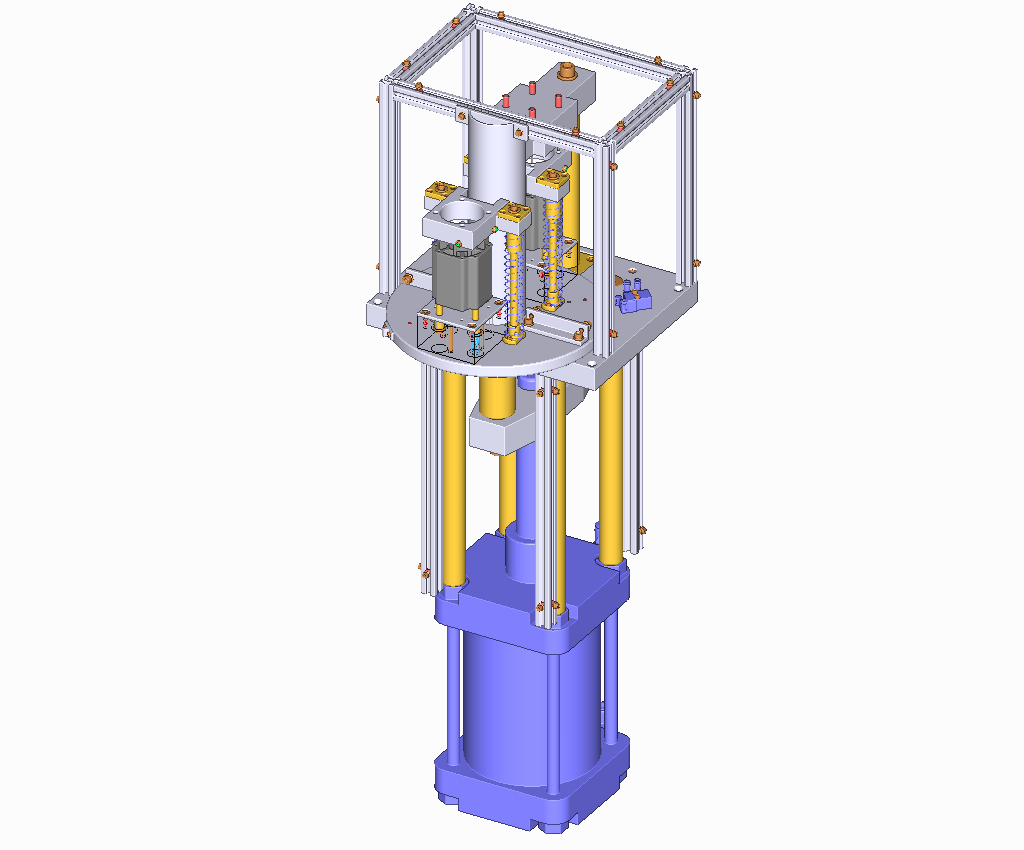 In einen Stator eines Servomotors sollen beidseitig je vier Zentrierstifte eingepresst werden. Das Einsetzen der insgesamt acht Stifte und des Stators in die Presse soll von Hand erfolgen. Während des Pressvorgangs soll der Bediener ein weiteres Bauteil vorbereiten können.
In einen Stator eines Servomotors sollen beidseitig je vier Zentrierstifte eingepresst werden. Das Einsetzen der insgesamt acht Stifte und des Stators in die Presse soll von Hand erfolgen. Während des Pressvorgangs soll der Bediener ein weiteres Bauteil vorbereiten können.

 es bringt den folgenden automatisch in Abholstellung
es bringt den folgenden automatisch in Abholstellung„Spender für Sicherungsringe DIN 471 und DIN 472 (Seegerringe)“ weiterlesen
G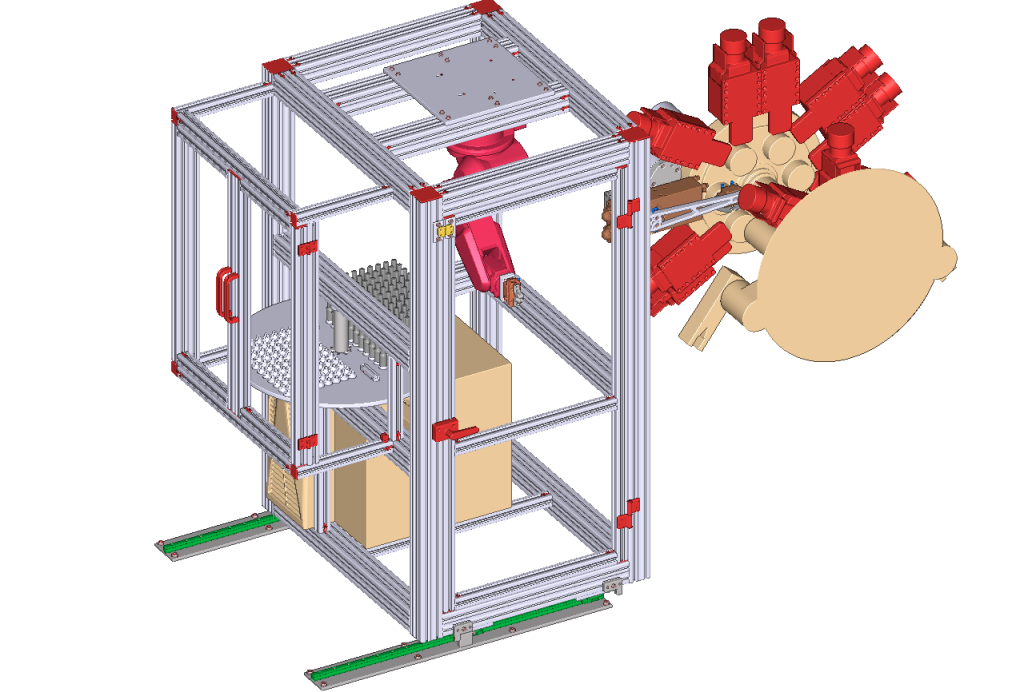 eschmiedete Rohlinge sollen automatisch einer Mehrspindeldrehmaschine zugeführt werden.
eschmiedete Rohlinge sollen automatisch einer Mehrspindeldrehmaschine zugeführt werden.
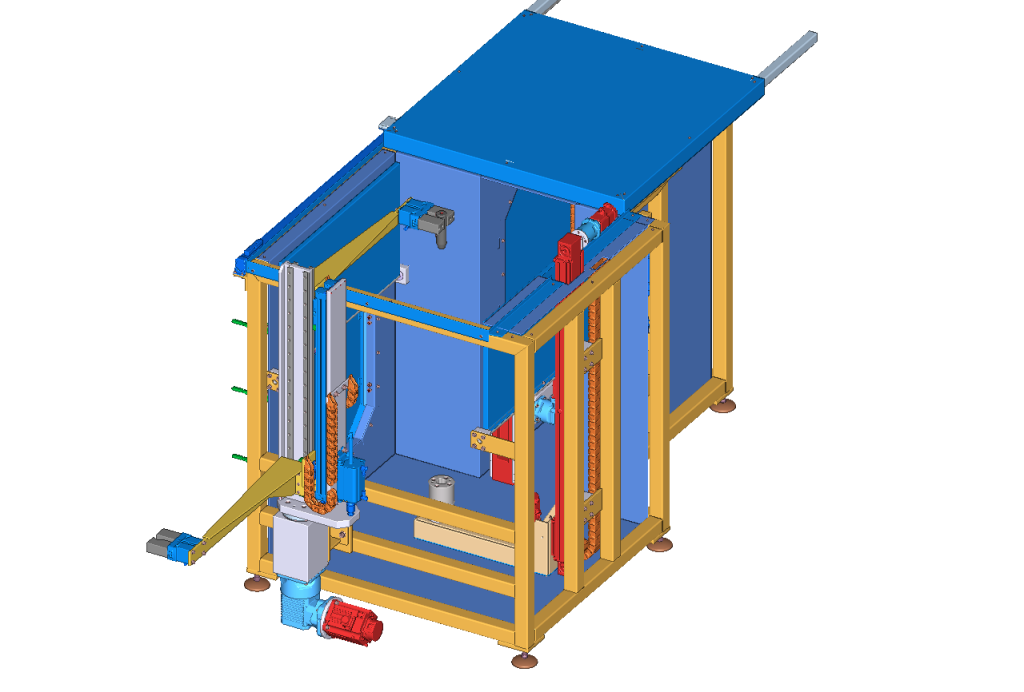 Die Aushärtezeit von bestimmten Lacken kann durch Beleuchten mit UV-Licht in einer Kohlendioxidatmosphäre erheblich verkürzt werden.
Die Aushärtezeit von bestimmten Lacken kann durch Beleuchten mit UV-Licht in einer Kohlendioxidatmosphäre erheblich verkürzt werden.
Hülsen sollen einer R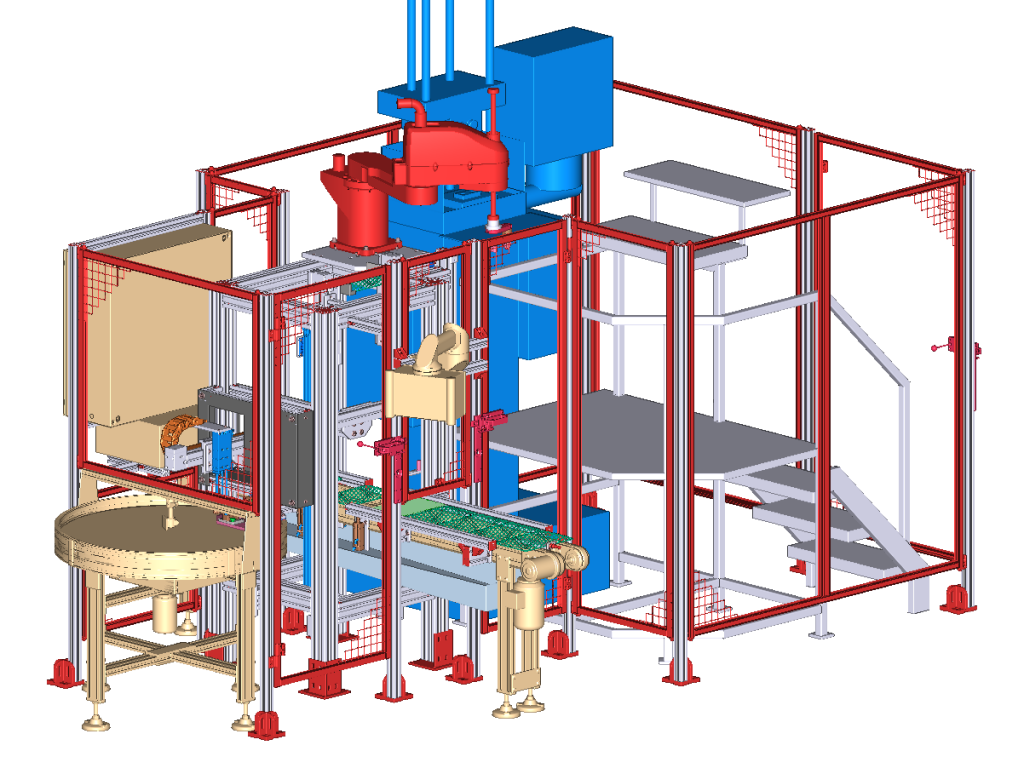 äummaschine zugeführt und nach der Bearbeitung auf Paletten abgesetzt werden.
äummaschine zugeführt und nach der Bearbeitung auf Paletten abgesetzt werden.
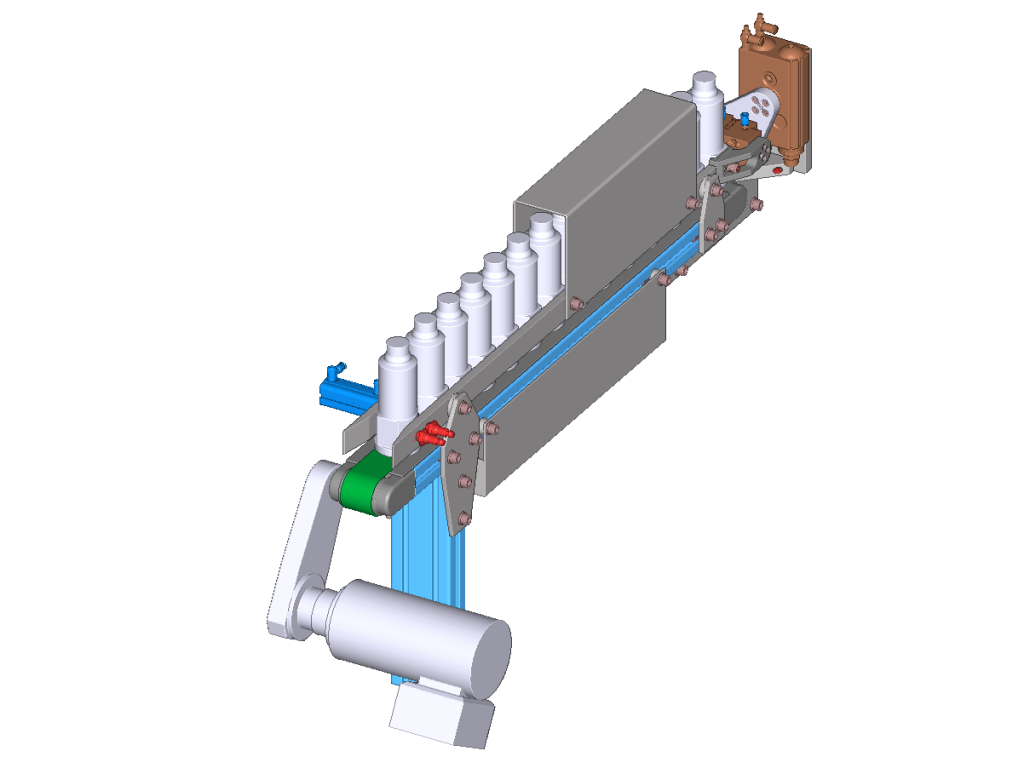 Unregelmäßig geformte Schmiederohlinge sollen automatisch einer Mehrspindeldrehmaschine
Unregelmäßig geformte Schmiederohlinge sollen automatisch einer Mehrspindeldrehmaschine
zugeführt werden.
Durch das Band entsteht ein Puffer von 15 Teilen. Der Bediener muss also nicht alle 30 Sekunden ein Teil in die Drehmaschine einlegen, sondern kann in kurzer Zeit 15 Teile auf das Band aufsetzten. Die Drehmaschine läuft dann Dank der Zuführung 6 Minuten selbstständig; der Bediener kann in dieser Zeit andere Maschinen bestücken.
B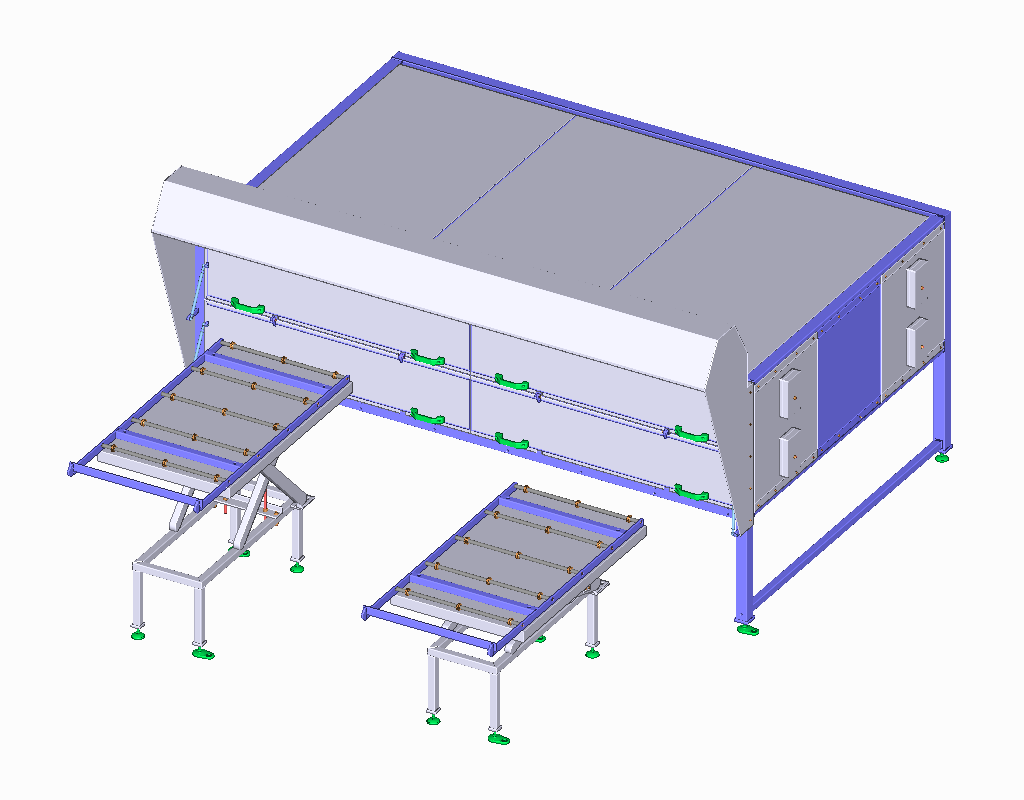 auteile aus einem Glasfaser-Kunstharz-Gemisch müssen einige Minuten bei erhöhter Temperatur aushärten. Hierzu werden sie in ihrer Form in eine der vier Abteilungen des Ofens geschoben.
auteile aus einem Glasfaser-Kunstharz-Gemisch müssen einige Minuten bei erhöhter Temperatur aushärten. Hierzu werden sie in ihrer Form in eine der vier Abteilungen des Ofens geschoben.




 Der Werkstückträger mit dem Getriebe und einem separaten Endtrieb läuft in die Station ein.
Der Werkstückträger mit dem Getriebe und einem separaten Endtrieb läuft in die Station ein.