Ein Hersteller von Waschkörben f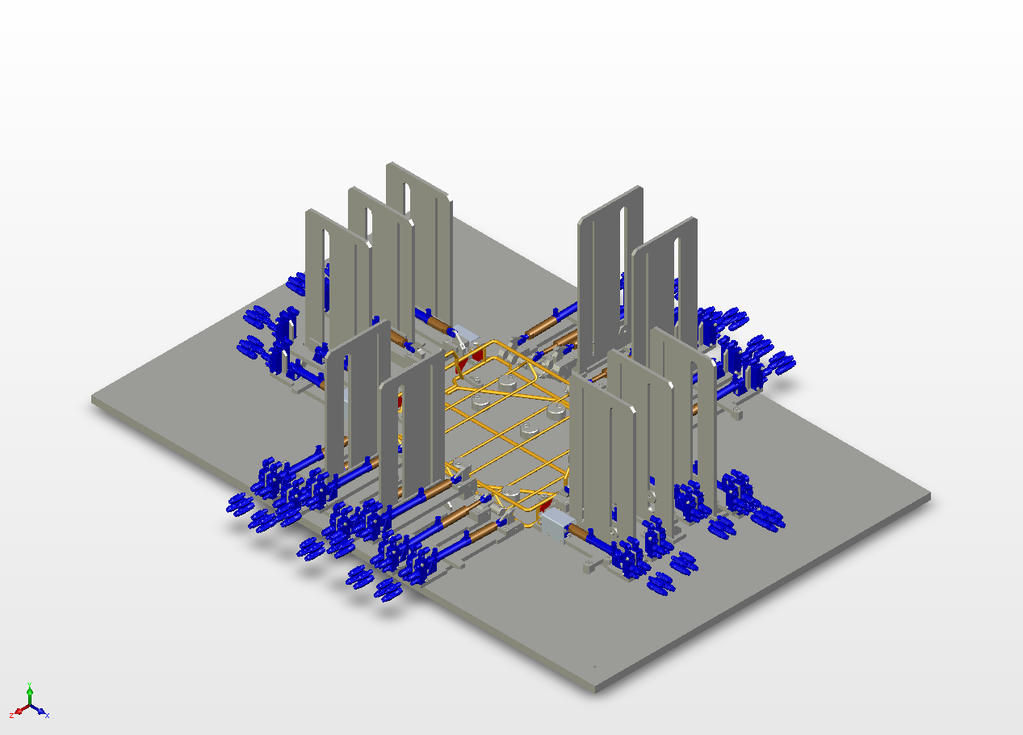 ür die Automobilindustrie will eine große Anzahl von Varianten fertigen können.
ür die Automobilindustrie will eine große Anzahl von Varianten fertigen können.
Die Waschkörbe bestehen aus gebogenen Stäben für Boden und Seitenwände sowie Griffen und diversen Einbauten. Das ganze mit wechselnden Kompenenten und Außenabmessungen.
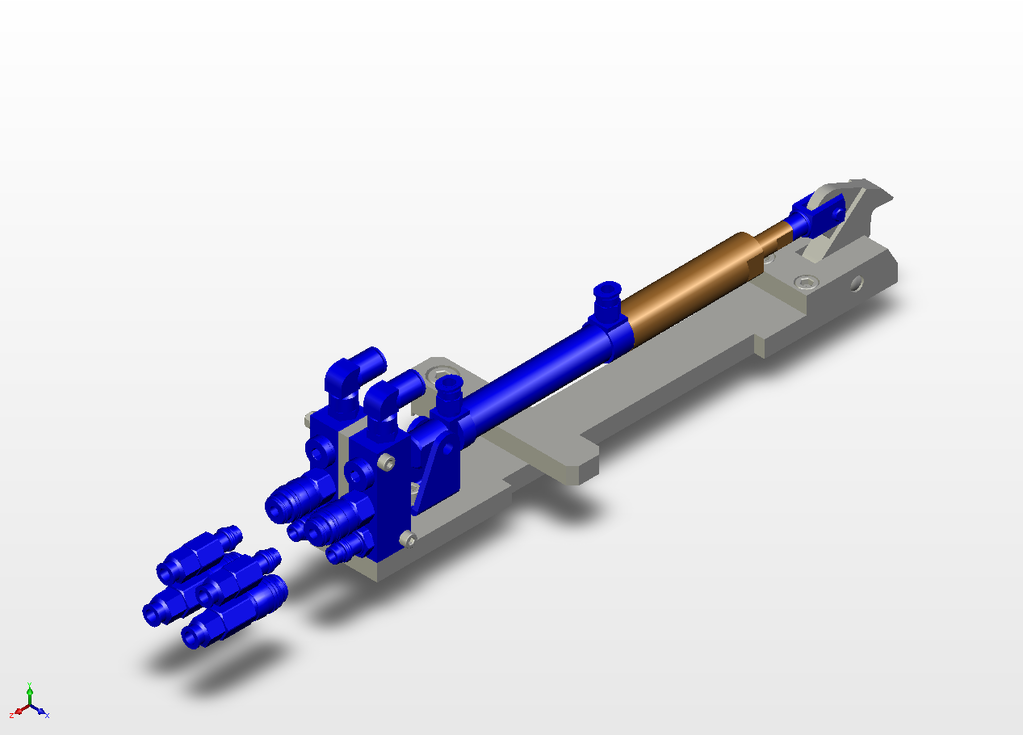
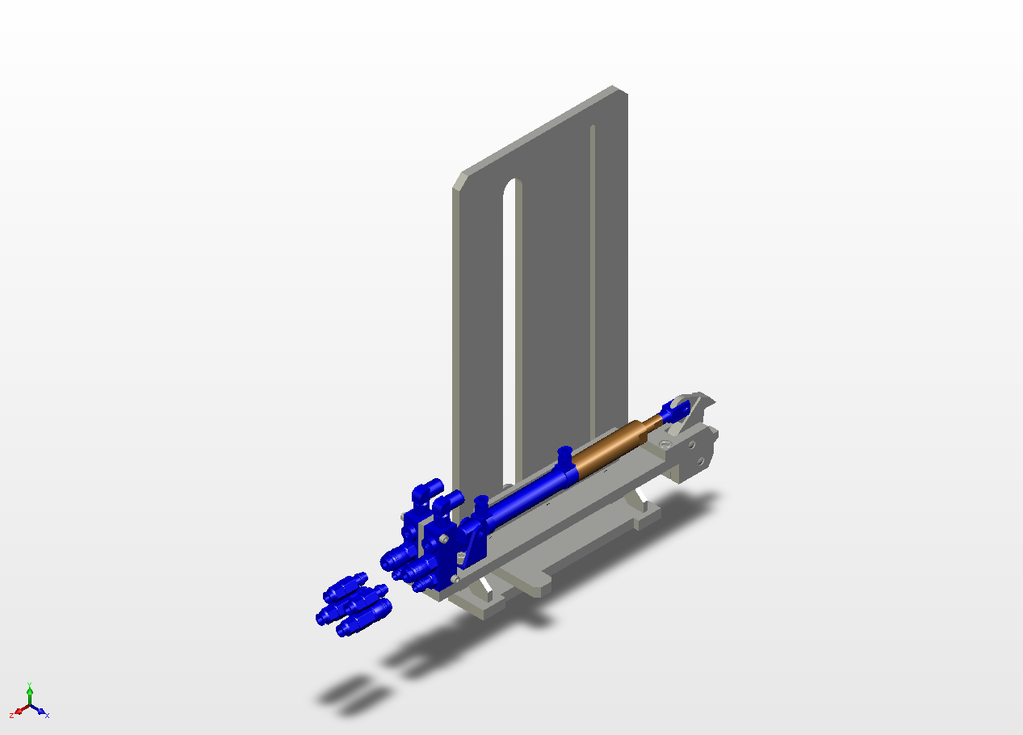
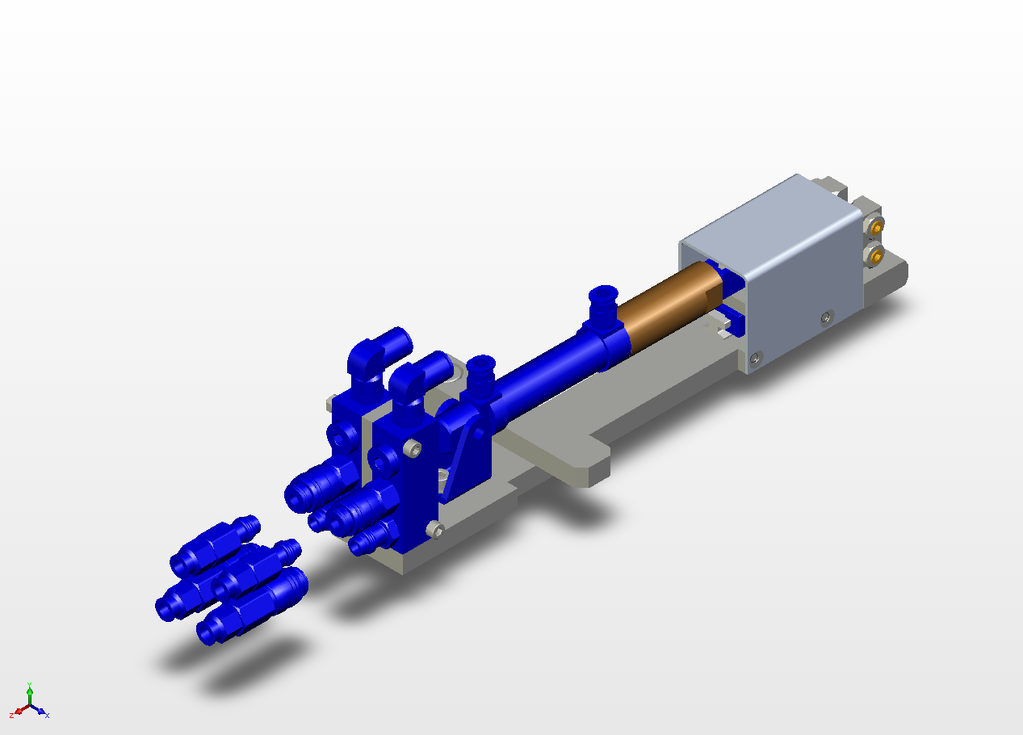
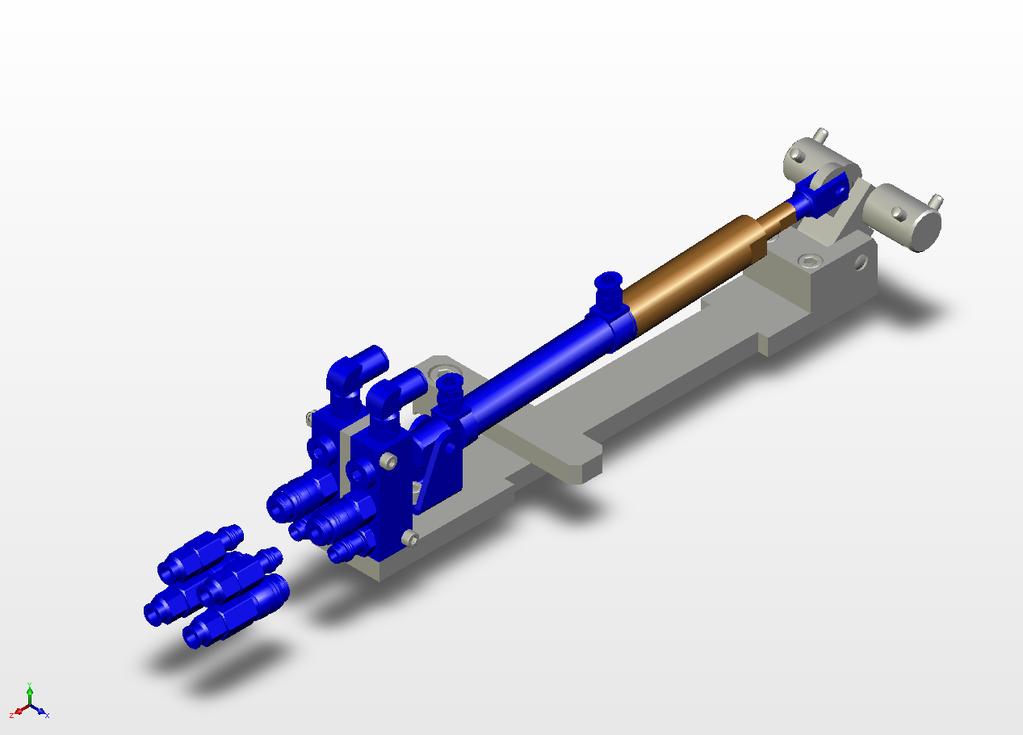
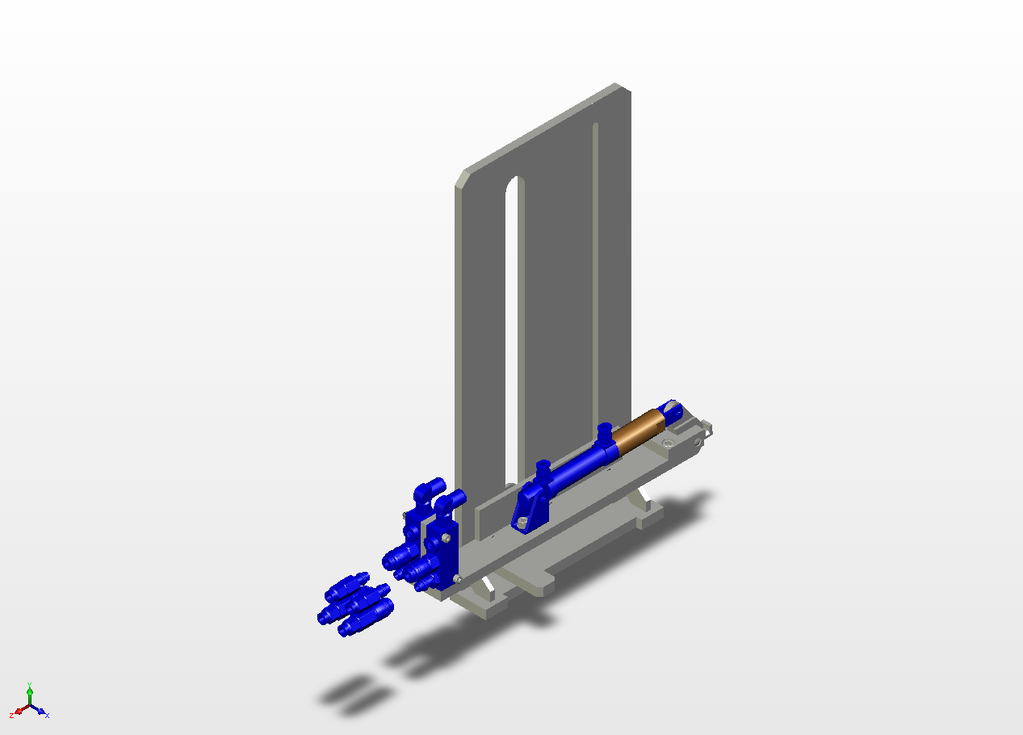
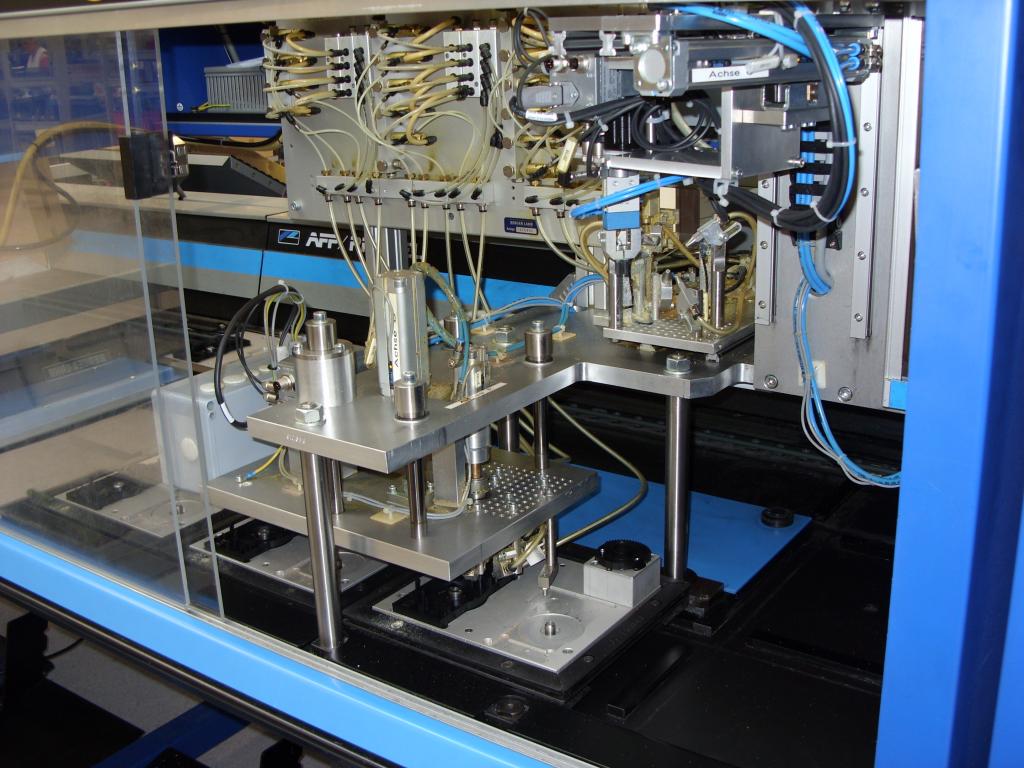
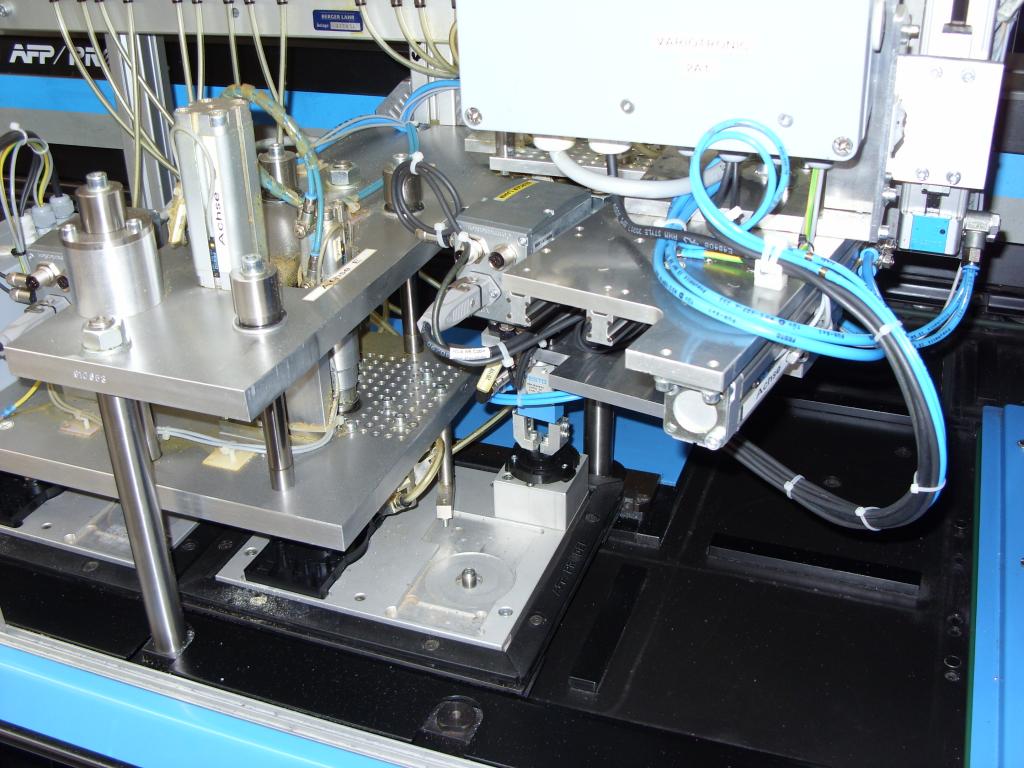
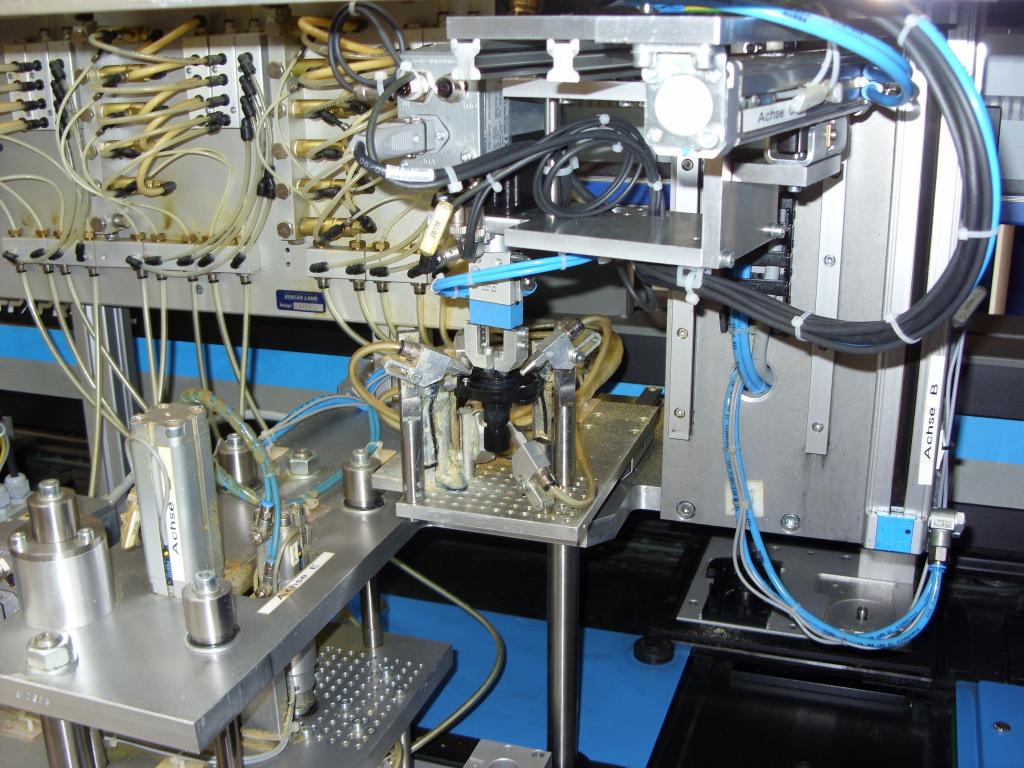
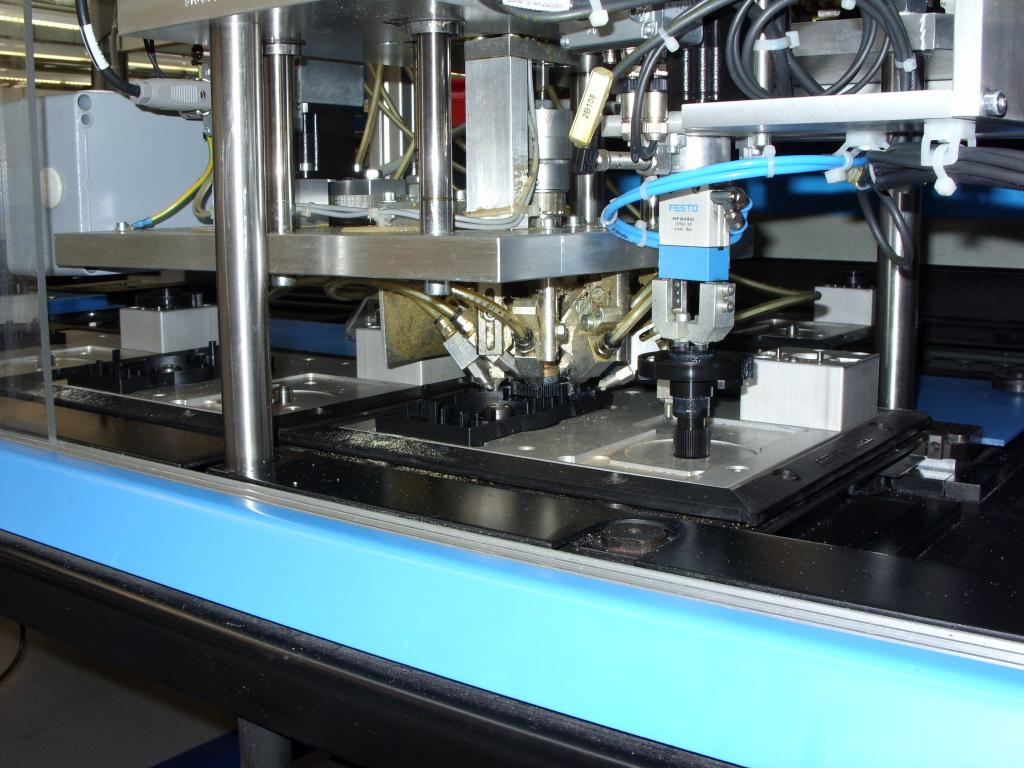
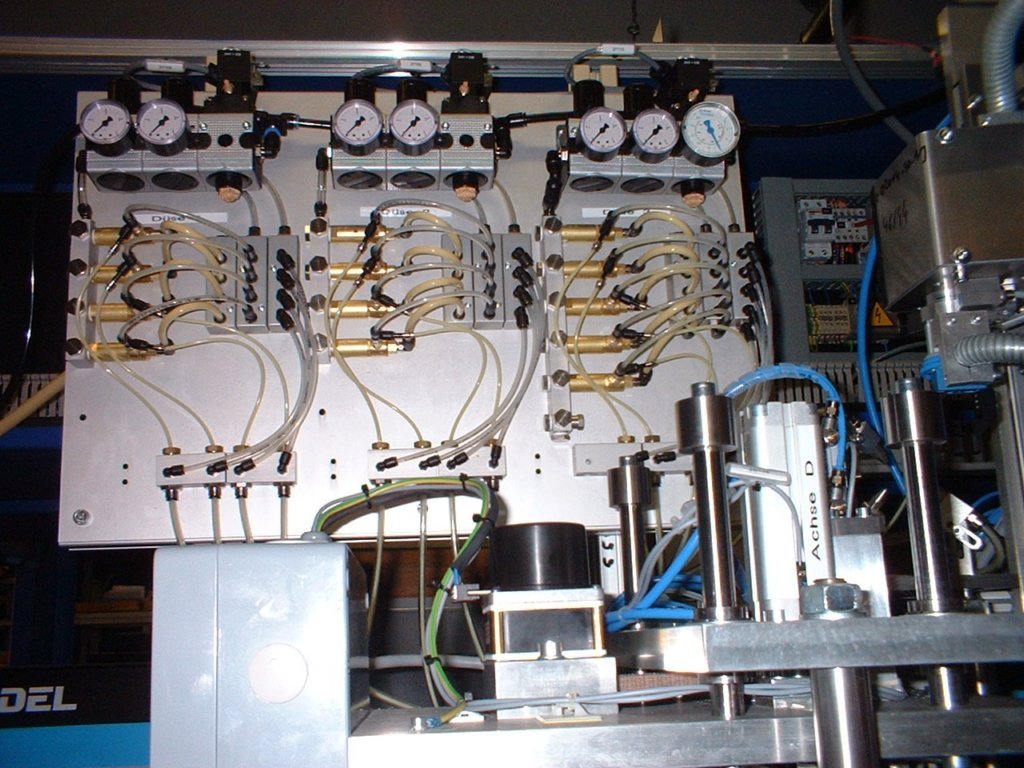
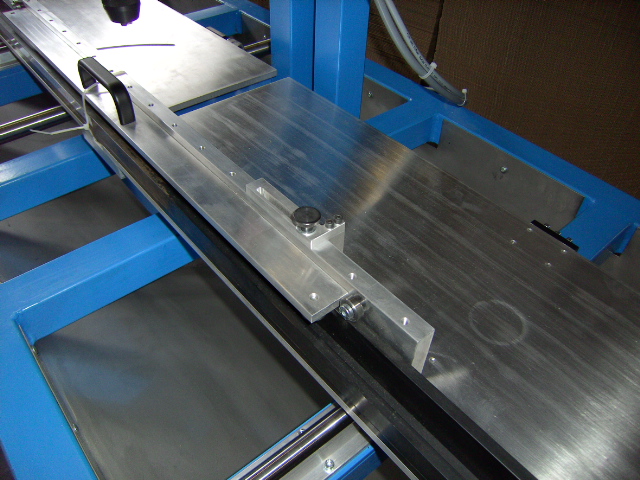
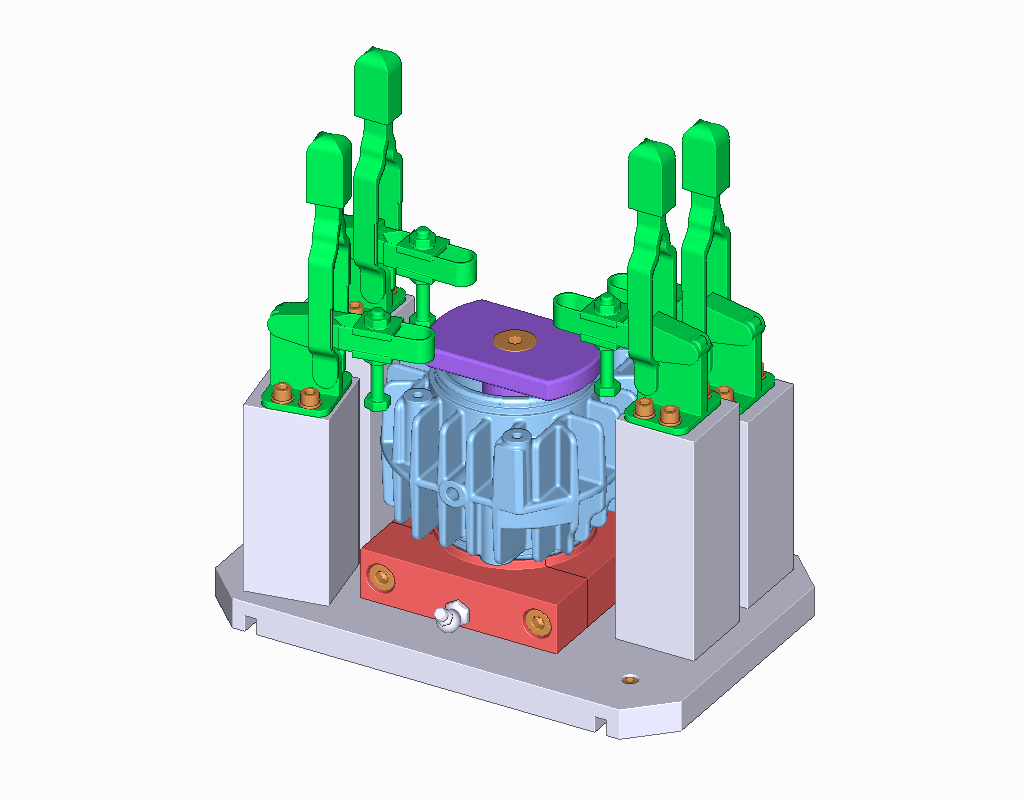
Auf einer großen Stahlplatte mit Gewinden in einem definierten Raster können flexibel verschiedene pneumatische Spannelemente montiert werden. Die einzelnen Spannelemente halten die unterschiedlichen Komponenten des Korbes in Position und sind ihrerseits flexibel einstellbar (je nach Anforderung Höhe, Winkel etc.). Insgesamt kann so durch Kombination der Spannelemente für jeden Korb die passende Schweissvorrichtung geschaffen werden.
Der Bediener legt dann allen Komponenten des Korbes in die Schweissvorrichtung ein und kann diese zentral über ein Druckluftventil spannen.