einfach so
Konstruktion und Betriebsmittel Ohnemus
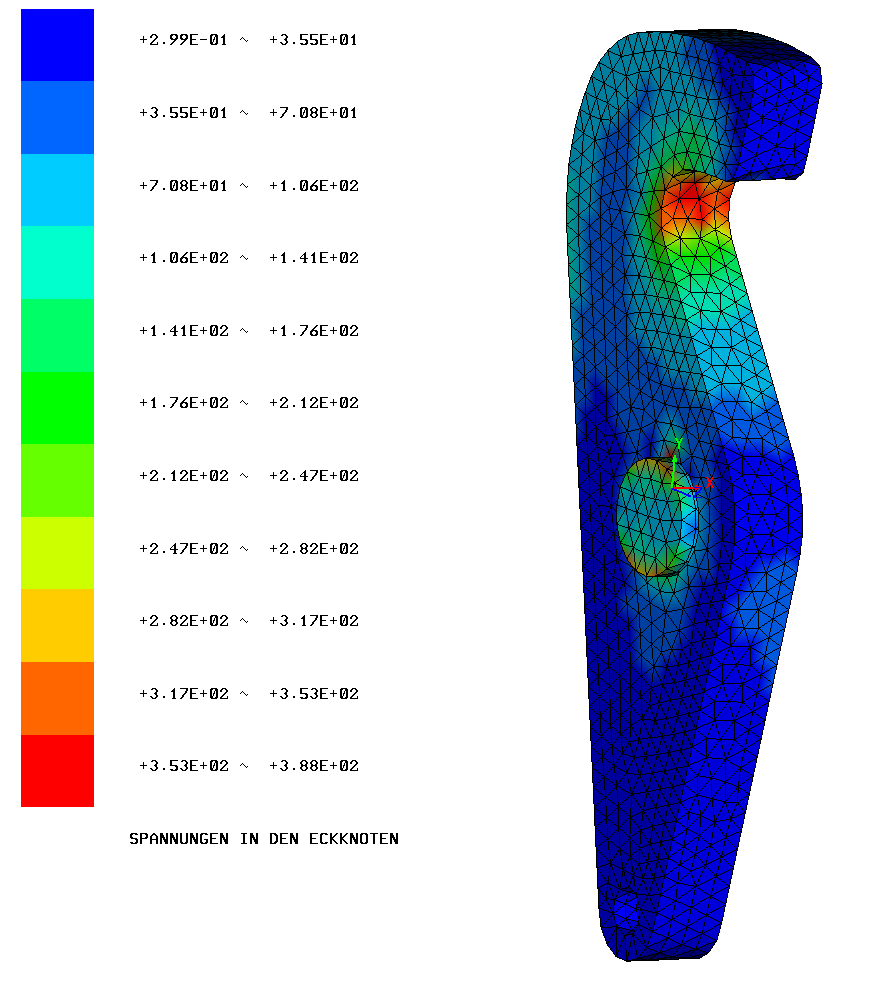
Berechnungen – Konstruktionsdienstleistung – Betriebsmittel und Sondermaschinen
Die Telekom nimmt demnächst mal wieder „eine wichtige Umstellung“ vor.
Ich gehe deshalb (aus Erfahrung) davon aus, dass wir eine Zeit lang schlecht oder nicht unter den bekannten Nummern erreichbar sind.
Deshalb hier Alternativ:
0160/96888927
07823/9999850
info(Replace this parenthesis with the @ sign)kb-ohnemus.de

 Ab September bzw. zu Beginn des neuen Schuljahres bieten wir wieder einen Ausbildungsplatz zum/zur technischen Produktdesigner/in an.
Ab September bzw. zu Beginn des neuen Schuljahres bieten wir wieder einen Ausbildungsplatz zum/zur technischen Produktdesigner/in an.
„Technische Produktdesigner erstellen und modifizieren 3D-Datensätze und Dokumentationen für Bauteile und Baugruppen auf der Grundlage von gestalterischen und technischen Vorgaben. Sie berücksichtigen dabei Fertigungsverfahren und Werkstoffeigenschaften, planen und koordinieren Arbeitsabläufe und Konstruktionsprozesse, kontrollieren und beurteilen Arbeitsergebnisse.“
Wichtig ist mir zu erwähnen, daß gerade bei uns das „technische“ eher im Vordergrund steht als das „designerische“, ein gewisses technisches Interesse muss ich also voraussetzen. Darüber hinaus einen Realschulabschluss mit brauchbaren Noten in Mathe und Physik sowie grundlegende EDV-Kenntnisse.
Gerne auch „ältere“ Umschüler oder „Studienabbrecher“.
Info unter 07823/9612381
oder manuel.ohnemus(Replace this parenthesis with the @ sign)kb-ohnemus.de
Bewerbungen mit den üblichen Unterlagen bitte an manuel.ohnemus(Replace this parenthesis with the @ sign)kb-ohnemus.de
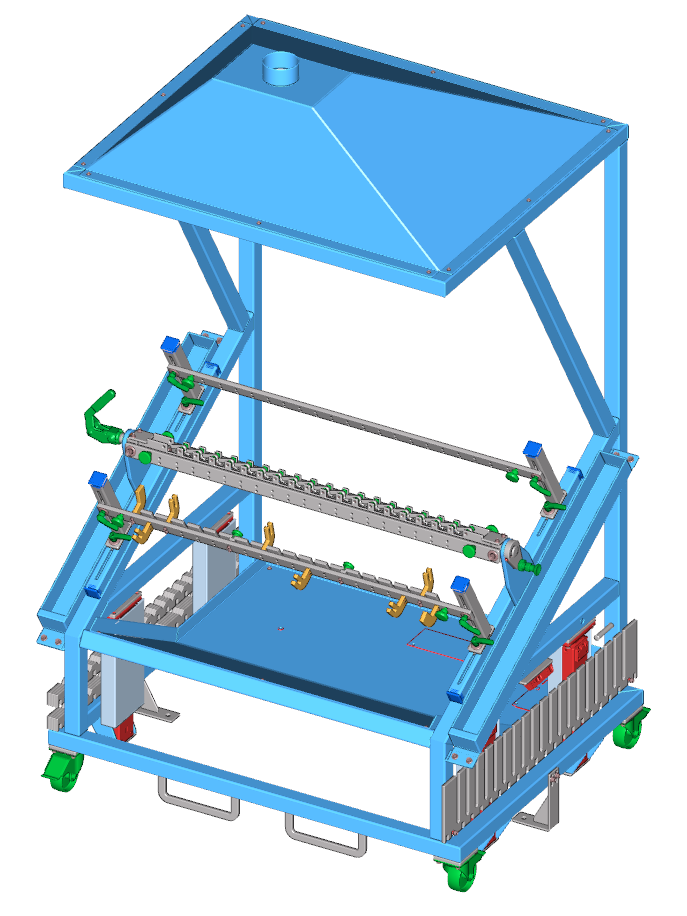
Zur händischen Entnahme oder automatisierten Entnahme durch ein Handling oder einen Roboter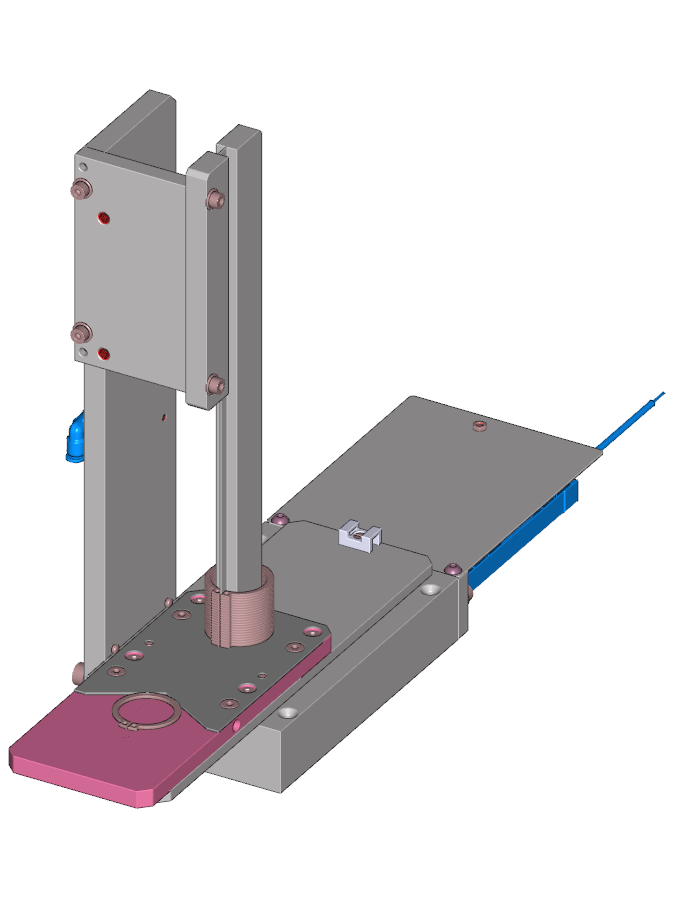
Zur händischen Entnahme mit einer Sicherungsringzange
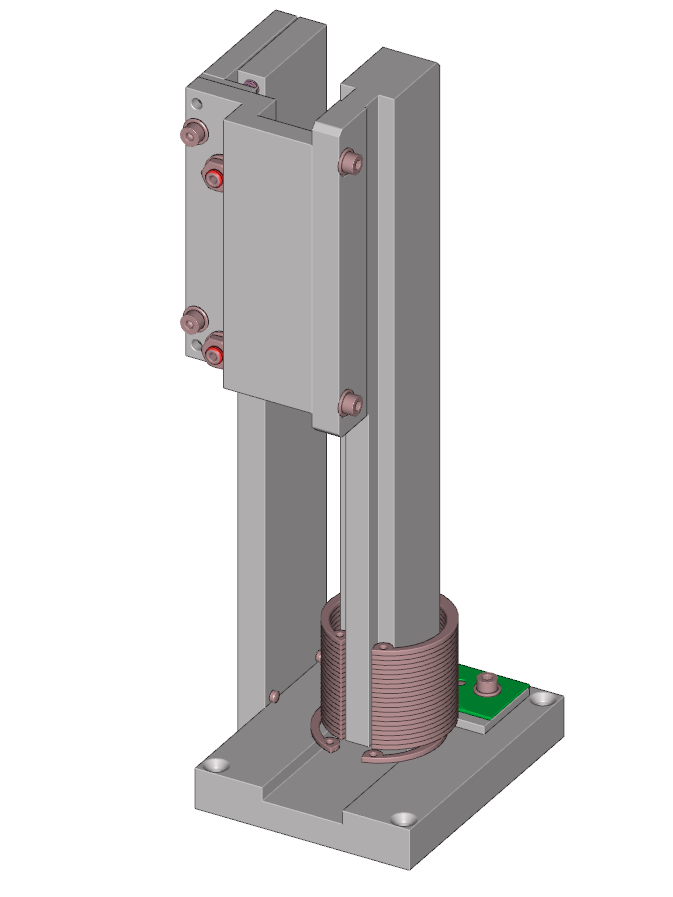 Federmechanik, das Entnehmen eines Ringes bringt den folgenden automatisch in Abholstellung
Federmechanik, das Entnehmen eines Ringes bringt den folgenden automatisch in Abholstellung
Im Zuge der anstehenden Umstellung unseres Telefonanschlusses auf VOIP-Technik wird es die Telekom nicht schaffen, unsere bisherigen zweistelligen Durchwahlen zu erhalten. Um Problemen im Vorfeld
weitgehend vorzubeugen haben wir deshalb jetzt schon auf einstellige
Durchwahlen umgestellt:
Manuel Ohnemus: +49 7823 961238-1
Pamela Ohnemus: +49 7823 961238-2
Lena Hummel: +49 7823 961238-5
Fax: +49 7823 961238-4
Die Zentrale +49 7823 961238-0 bleibt erhalten.
Davon unabhängig bin ich mobil unter +49 160 96888927 erreichbar.
D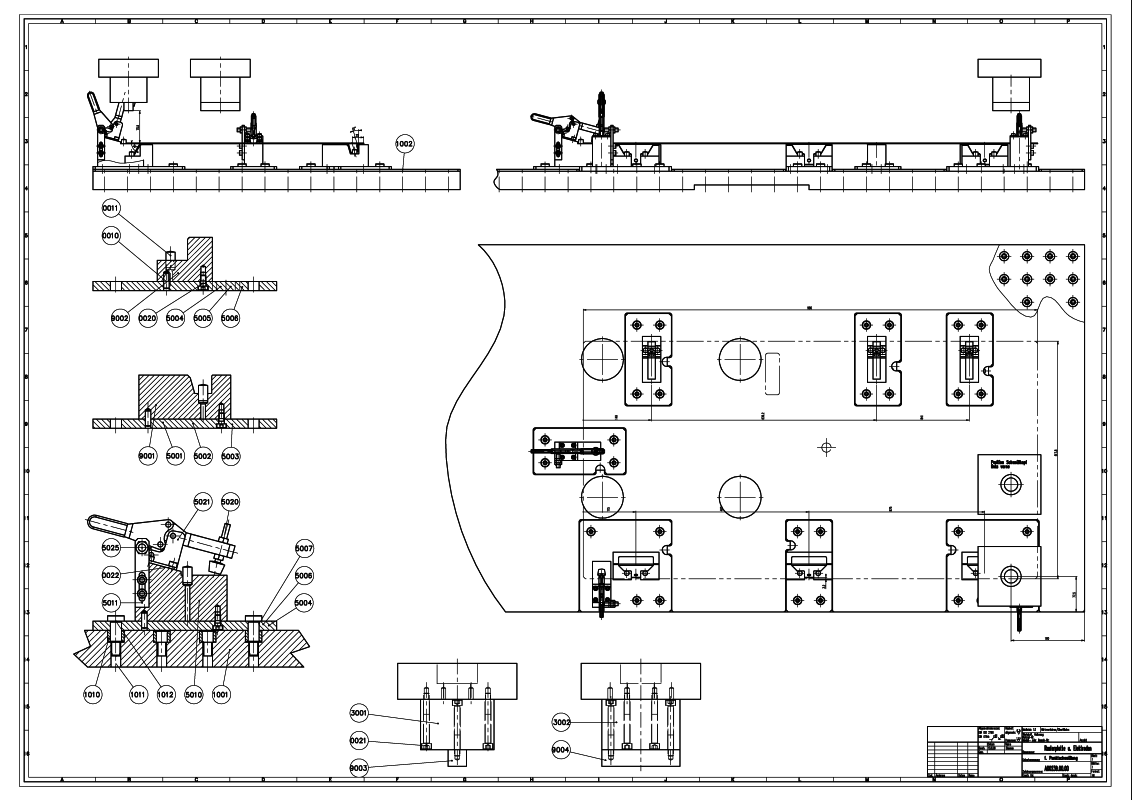 as am einfachsten zu merkende Datum des Jahrhunderts nenne ich immer als Gründungsdatum von KB Ohnemus. Und das sind heute genau 15 Jahre.
as am einfachsten zu merkende Datum des Jahrhunderts nenne ich immer als Gründungsdatum von KB Ohnemus. Und das sind heute genau 15 Jahre.
Meine erste Aufgabe war die Konstruktion einer Rasterplatte mit individuell montierbaren Elektroden zur Punktschweissung von Blechen, damals noch 2D in VariCAD.
Ein paar weitere, teilweise auch exotische Aufgaben der Anfangszeit werde ich in den nächsten Tagen hier vorstellen.